6 калибровка длины ts (цикл 461, din/iso: g461), Калибровка длины ts (цикл 461, din/iso: g461) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 556
Циклы измерительных щупов: специальные функции
18.6 КАЛИБРОВКА ДЛИНЫ TS (Цикл 461, DIN/ISO: G461)
18
556
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
18.6
КАЛИБРОВКА ДЛИНЫ TS (Цикл 461,
DIN/ISO: G461)
Ход цикла
До начала цикла калибровки Вам необходимо установить
опорную точку на оси шпинделя таким образом, чтобы на
столе станка значение Z=0, а измерительная система была
расположена над калибровочным кольцом.
1 ЧПУ ориентирует измерительную систему на значение угла
CAL_ANG
из таблицы (только если Ваша система имеет
функцию ориентации)
2 ЧПУ производит измерение из текущего положения
в отрицательном направлении оси шпинделя с
измерительной подачей (столбец F в таблице)
3 Затем ЧПУ устанавливает измерительную систему в
ускоренном режиме (Столбец FMAX в таблице) назад в
начальное положение
Учитывайте при программировании!
HEIDENHAIN берет на себя ответственность за
функции циклов щупа только в том случае, если
используется измерительный щуп производства
HEIDENHAIN.
Рабочая длина измерительного щупа
всегда отсчитывается от точки привязки
инструмента. Как правило, производитель станка
устанавливает точку привязки инструмента на
переднем конце шпинделя.
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
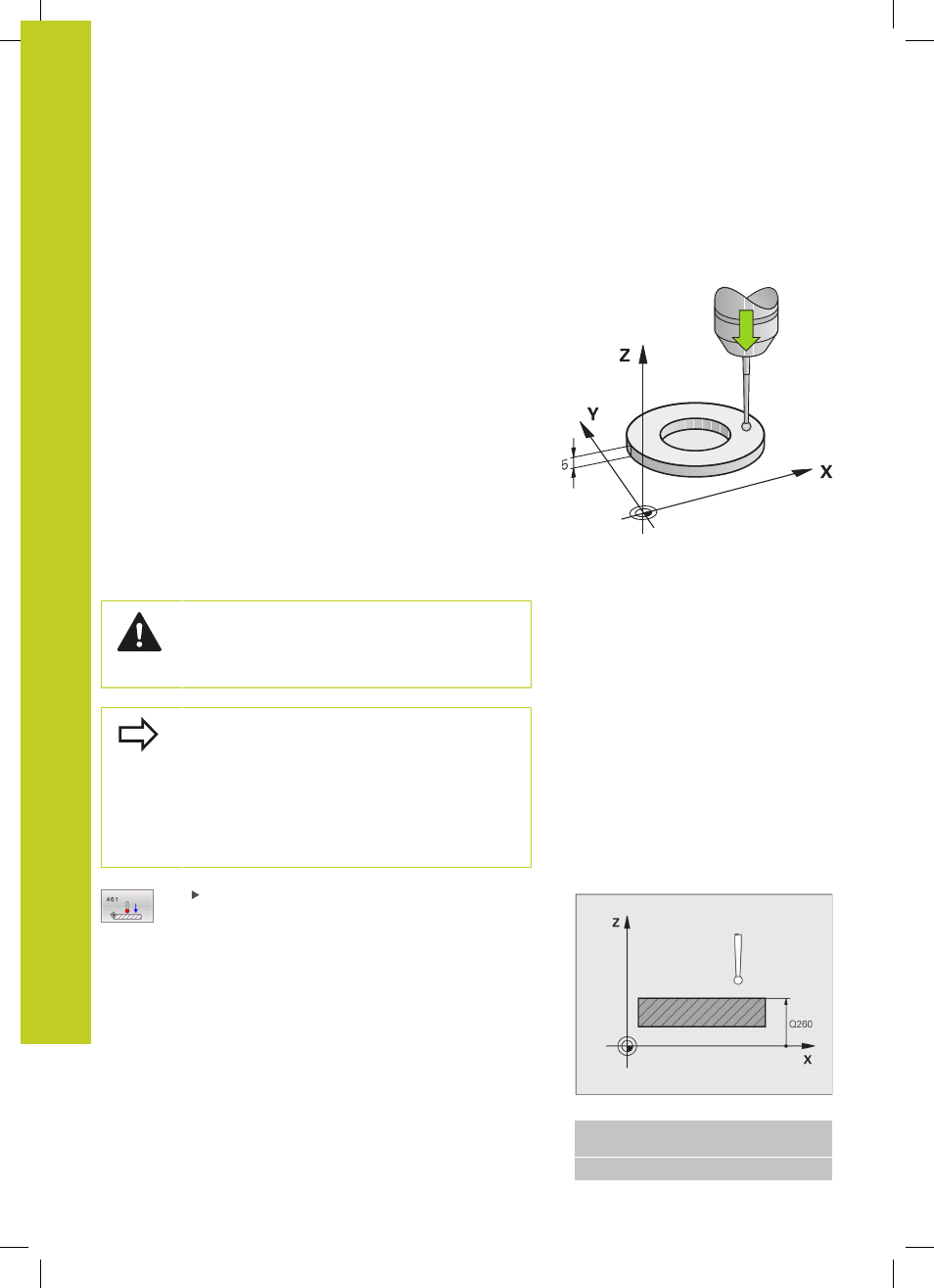
Опорная точка
Q434 (абсолютная): База для
длины (например, высота регулировочного
кольца). Диапазон ввода: от -99999,9999 до
99999,9999
Кадры УП
5 TCH PROBE 461 КАЛИБРОВКА
ДЛИНЫ TS
Q434=+5
;ОПОРНАЯ ТОЧКА