Ход цикла, Учитывайте при программировании, Смотри – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 288: Гравировальное фрезерование (цикл 225, din
Циклы: специальные функции
12.6 ГРАВИРОВАЛЬНОЕ ФРЕЗЕРОВАНИЕ (Цикл 225, DIN/ISO: G225)
12
288
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
12.6
ГРАВИРОВАЛЬНОЕ ФРЕЗЕРОВАНИЕ
(Цикл 225, DIN/ISO: G225)
Ход цикла
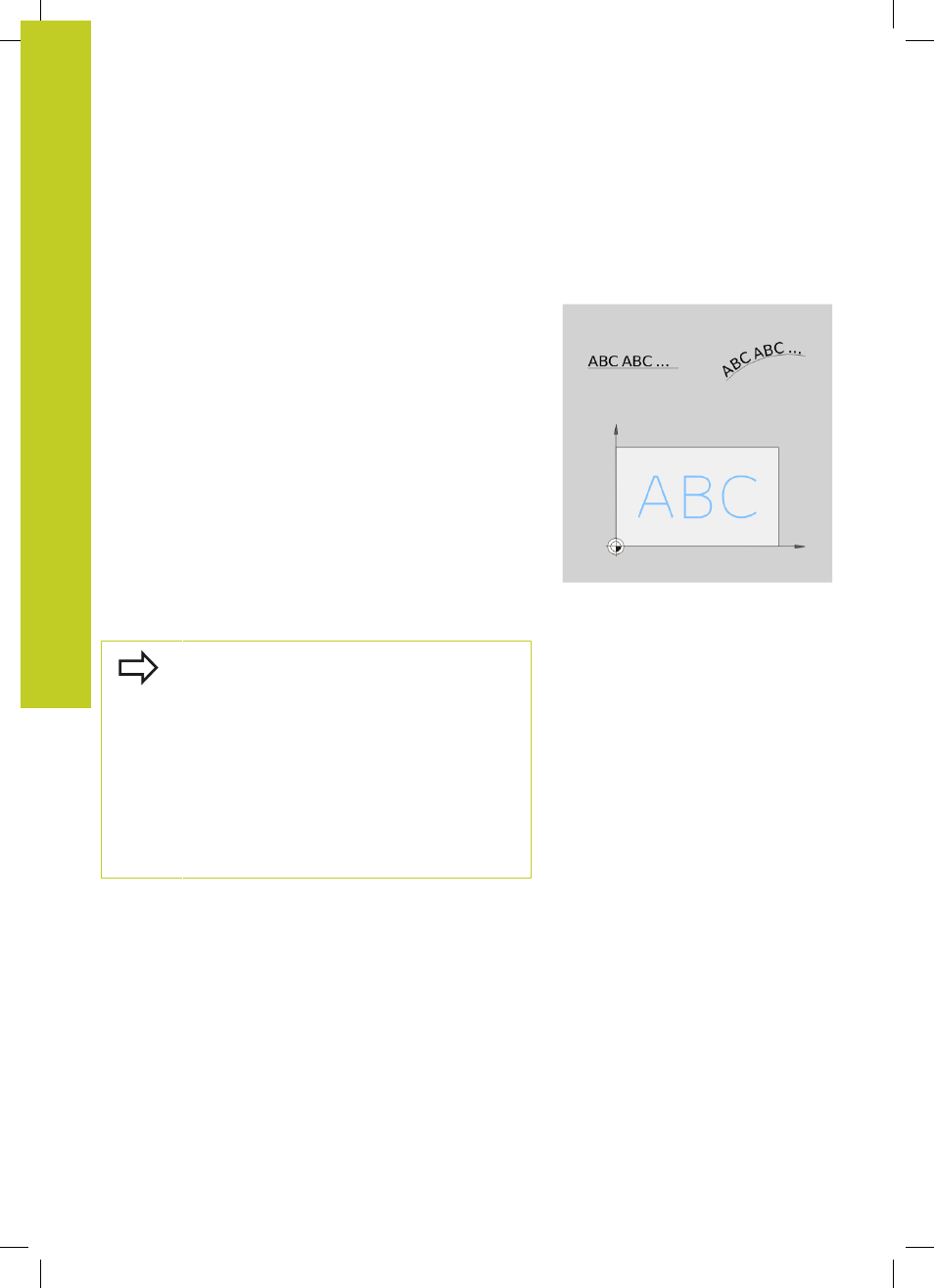
С помощью этого цикла выполняется гравировка текстов на
плоской поверхности заготовки. Тексты можно размещать
вдоль прямой или вдоль окружность.
1 Система ЧПУ позиционирует инструмент на ускоренном
ходу из текущей позиции в точку старта первого знака.
2 Инструмент погружается перпендикулярно на гравируемую
глубину и фрезерует первый знак. Необходимые движения
отвода между знаками система ЧПУ выполняет на
безопасное расстояние. В конце знака инструмент встает на
безопасное расстояние над поверхностью.
3 Этот процесс повторяется до тех пор, пока не будут
выгравированы все знаки.
4 В завершении ЧПУ позиционирует инструмент на 2-
ое безопасное расстояние
Учитывайте при программировании!
Знак параметра цикла Глубина задает
направление обработки. Если для глубины
задается значение, равное нулю, система ЧПУ не
выполняет цикл.
При гравировке текста на прямой (Q516=0)
начальная точка первого знака определяется
позицией инструмента при вызове цикла.
При гравировке текста на окружности (Q516=1)
центр окружности определяется позицией
инструмента при вызове цикла.
Гравируемый текст можно передать с помощью
строковой переменной (QS).