Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 335
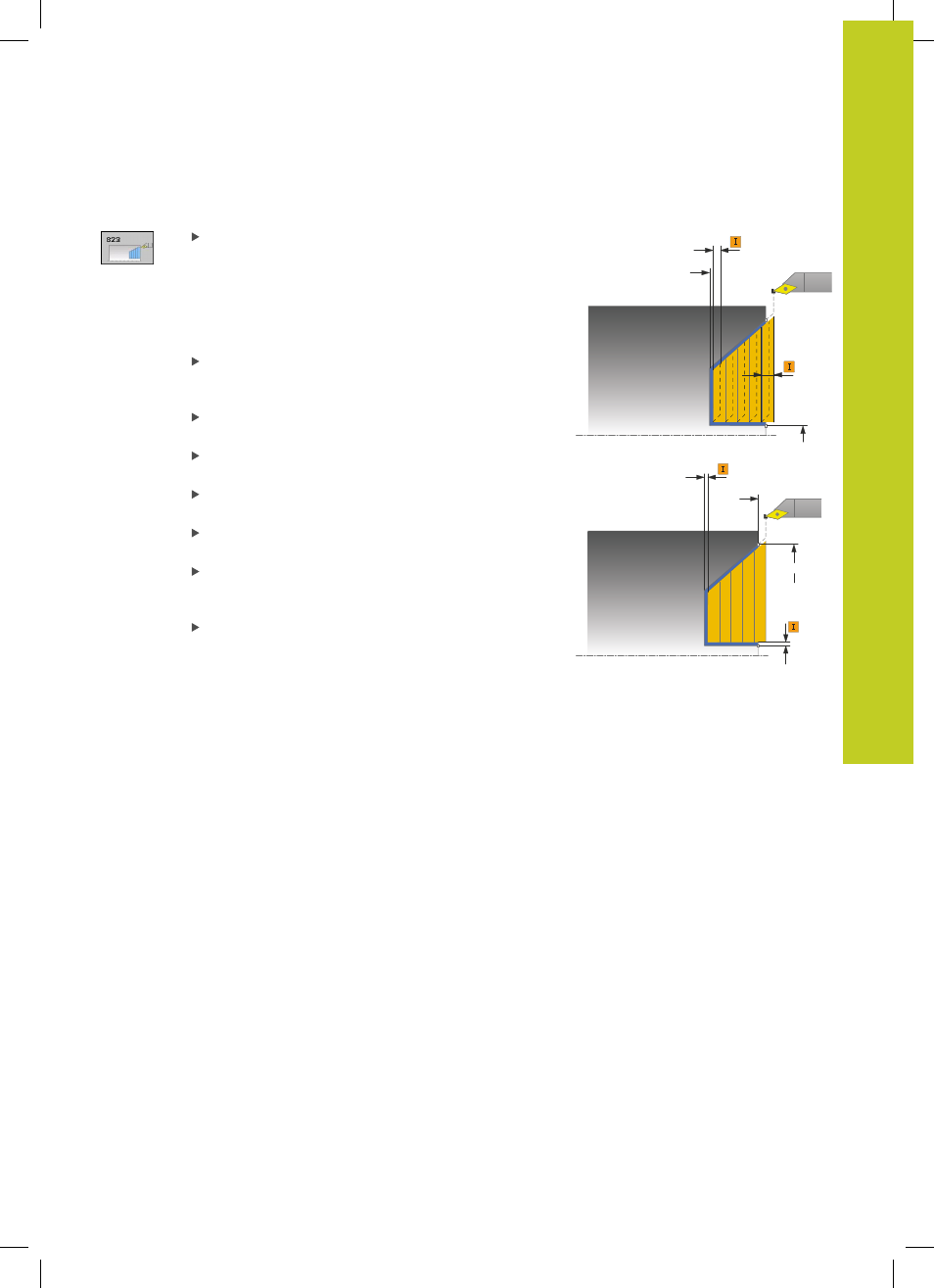
ПОВОРОТ ПЕРПЕНДИКУЛЯРНОЕ ВРЕЗАНИЕ
(Цикл 823, DIN/ISO: G823)
13.13
13
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
335
Параметры цикла
Объем обработки
Q215: Установить объем
обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка на чистовой
размер
3
: только чистовая обработка на припуск
Безопасное расстояние
Q460 (в инкрементах):
расстояние для движения отвода и
предварительного позиционирования
Диаметр начала контура
Q491: X-координата
начальной точки контура (данные диаметра)
Начало контура по Z
Q492: Координата на оси Z
начальной точки для хода врезания
Диаметр конца контура
Q493: X-координата
конечной точки контура (данные диаметра)
Конец контура по Z
Q494: Координата по оси Z
точки конца контура
Угол уклона
Q495: угол, под которым
расположен уклон врезания. Углом привязки
является параллельная оси вращения прямая.
Максимальная глубина резания
Q463:
максимальная подача на врезание в аксиальном
направлении. Подача распределяется
равномерно, чтобы не оставалось следов от
шлифования.
Q460
Ø Q493
Q494
Q463
Ø Q491
Q492
Q484
Ø Q483