Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 434
Циклы измерительных щупов: Автоматическое определение
наклона обрабатываемой детали
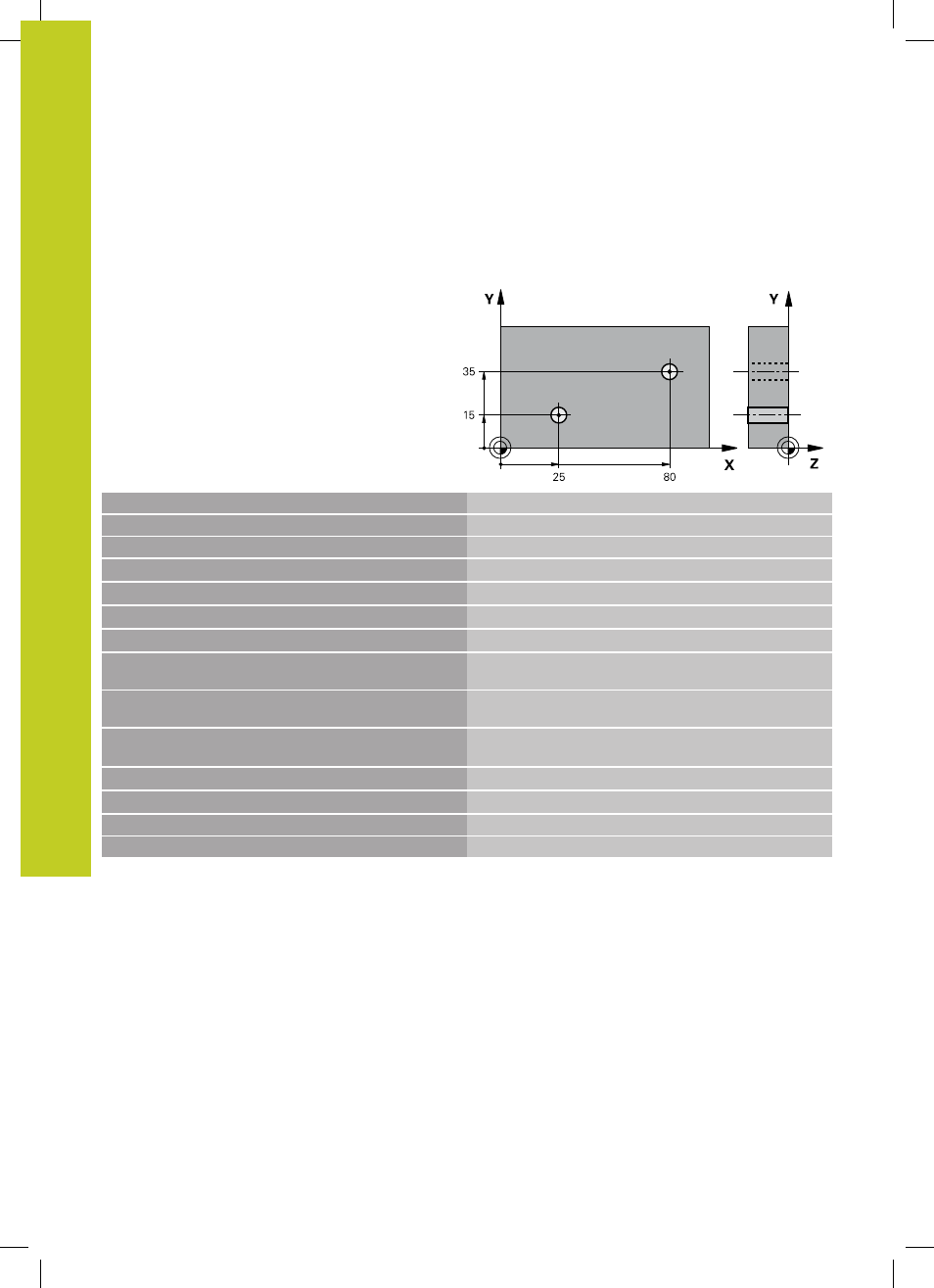
15.8 Пример: определение разворота плоскости обработки по двум
отверстиям
15
434
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
15.8
Пример: определение разворота
плоскости обработки по двум
отверстиям
0 BEGIN PGM CYC401 MM
1 TOOL CALL 69 Z
2 TCH PROBE 401 ROT 2 ОТВЕРСТИЯ
Q268=+25
;1. ЦЕНТР 1. ОСИ
Центр 1-го отверстия: координата X
Q269=+15
;1. ЦЕНТР 2. ОСИ
Центр 1-го отверстия: координата Y
Q270=+80
;2. ЦЕНТР 1.ОСИ
Центр 2-го отверстия: координата X
Q271=+35
;2. ЦЕНТР 2. ОСИ
Центр 2-го отверстия: координата Y
Q261=-5
;ВЫСОТА ИЗМЕРЕНИЯ
Координата по оси измерительного щупа, в которой
осуществляется измерение
Q260=+20
;БЕЗОПАСНАЯ ВЫСОТА
Высота, на которой ось измерительного щупа может
перемещаться без опасности столкновения
Q307=+0
;ПРЕДУСТ.ПОВОРОТ ФОНА UGLA
POV.
Угол опорной прямой
Q402=1
;КОМПЕНСАЦИЯ
Компенсация разворота путем поворота круглого стола
Q337=1
;УСТАНОВКА НУЛЯ
После выравнивания установить индикацию в 0
3 CALL PGM 35K47
Вызов обрабатывающей программы
4 END PGM CYC401 MM