5 допуск (цикл 32, din/iso: g62), Функция цикла, Допуск (цикл 32, din/iso: g62) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 285
ДОПУСК (цикл 32, DIN/ISO: G62) 12.5
12
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
285
12.5
ДОПУСК (цикл 32, DIN/ISO: G62)
Функция цикла
Станок и ЧПУ должны быть подготовлены
фирмой-производителем.
Путем ввода данных в цикле 32 можно повлиять на результат
HSC-обработки, а именно: на точность, качество поверхности
и скорость, если система ЧПУ была адаптирована под
характеристики данного станка.
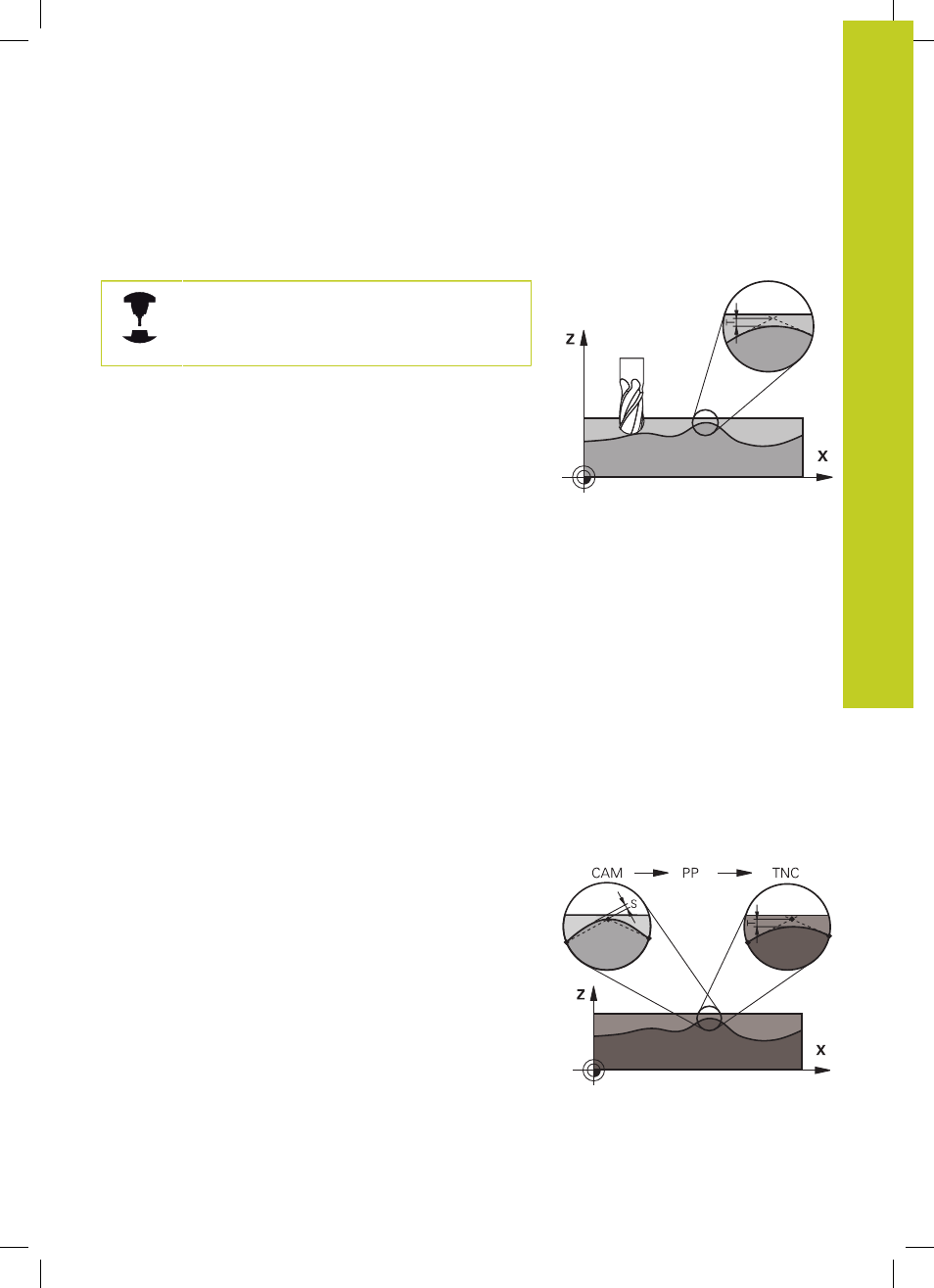
ЧПУ автоматически сглаживает контур между любыми
(откорректированными или неоткорректированными)
элементами контура. Таким образом, инструмент непрерывно
перемещается по поверхности детали, не нанося вреда
механике станка. Кроме того, определенный в цикле допуск
действует также при перемещениях по дуге окружности.
При необходимости система ЧПУ автоматически уменьшает
запрограммированную подачу так, что программа всегда
отрабатывается “без рывков” с максимальной скоростью.
Даже
если ЧПУ не уменьшает скорость перемещения, заданный
допуск всегда соблюдается
. Чем больший допуск вы
задаете, тем быстрее ЧПУ может производить перемещения.
Погрешность возникает при сглаживании контура. Величина
этой погрешности контура (значение допуска) определяется
в параметре станка производителем станка. С помощью цикла
32
можно изменить предварительно установленное значение
допуска и выбрать разные настройки фильтра, при условии,
что производитель станка предусмотрел возможность такой
настройки.
Факторы, влияющие на определение геометрии в
CAM-системе
Существенным фактором, влияющим на удаленное
программирование NC, является определяемая в CAM-
системе ошибка спрямления S. По ошибке спрямления
определяется максимальное расстояние между точками
создаваемой в постпроцессоре (PP) программы ЧПУ. Если
ошибка спрямления равна или меньше выбранного в цикле 32
допуска T, то ЧПУ может сглаживать точки контура, поскольку
подача не ограничивается специальными настройками станка.
Оптимальное сглаживание контура достигается, если
выбранное значение допуска в цикле 32 находится между 1,1 и
2-кратной ошибкой спрямления CAM.