Применение, Ход цикла черновой обработки, Прорезное вытачивание радиально – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 348: Расширенный (цикл 842, din/iso: g842)
Циклы: Вращение
13.17 ПРОРЕЗНОЕ ВЫТАЧИВАНИЕ РАДИАЛЬНО, РАСШИРЕННЫЙ
(Цикл 842, DIN/ISO: G842)
13
348
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
13.17 ПРОРЕЗНОЕ ВЫТАЧИВАНИЕ
РАДИАЛЬНО, РАСШИРЕННЫЙ
(Цикл 842, DIN/ISO: G842)
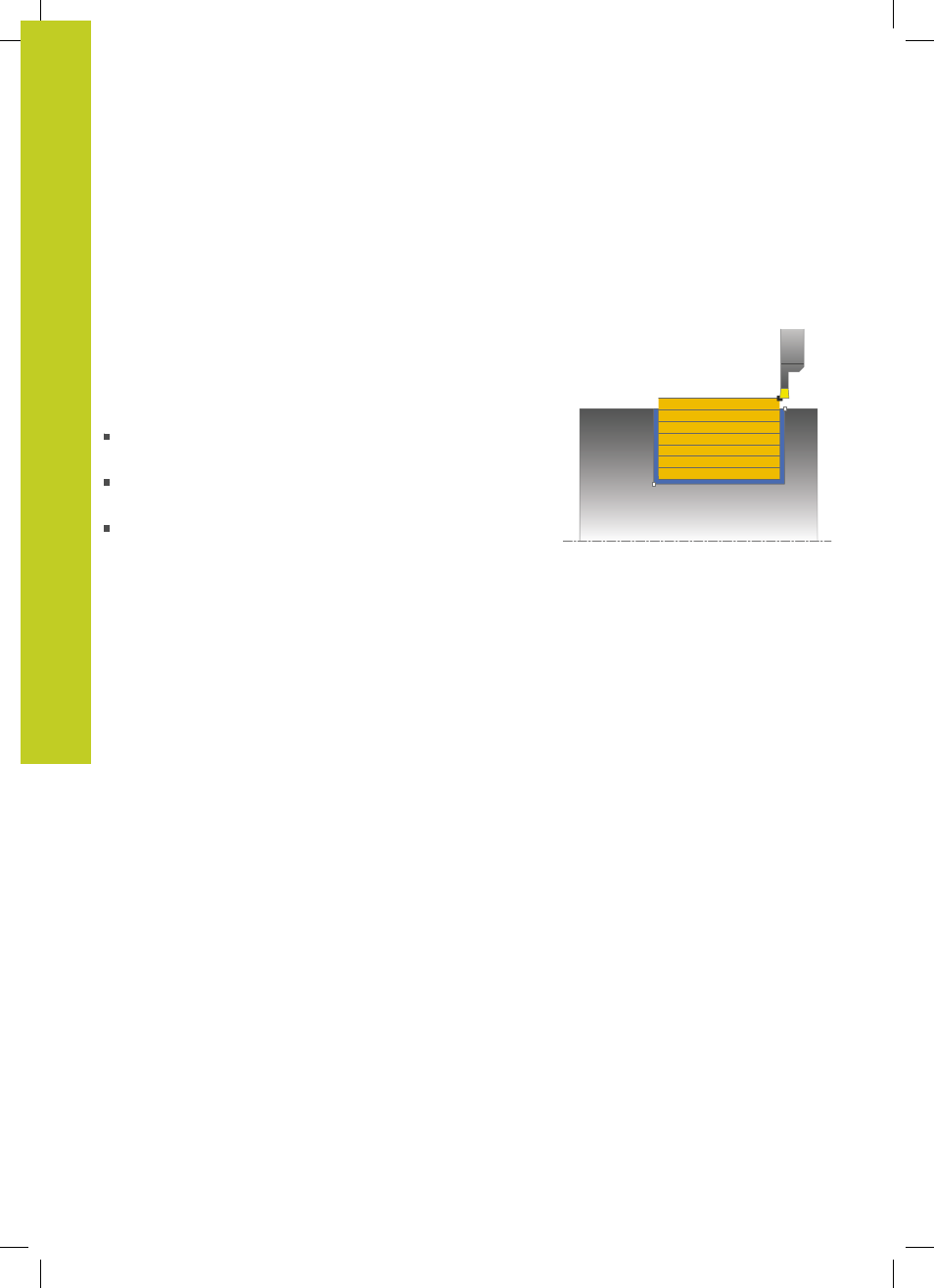
Применение
С помощью этого цикла можно выполнять прорезку
прямоугольных канавок в продольном направлении. В
процессе прорезного точения чередуются движения резца на
глубину резания и затем движение черновой обработки. Таким
образом происходит обработка с минимальными движениями
подъема и подвода. Расширенный объем функций:
в начале или в конце контура можно добавить фаску или
скругление
в цикле можно задавать углы для боковых поверхностей
канавки
в углах контура можно добавить радиус
Этот цикл можно использовать по выбору для черновой,
чистовой или полной обработки. Снятие стружки при черновой
обработке выполняется параллельно оси.
Вы можете использовать этот цикл для обработки внутри и
снаружи. Если начальный диаметр Q491 больше конечного
диаметра Q493, то цикл выполняет внешнюю обработку. Если
начальный диаметр Q491 меньше конечного диаметра Q493,
то цикл выполняет внутреннюю обработку.
Ход цикла черновой обработки
В качестве начальной точкой цикла ЧПУ использует позицию
инструмента при вызове цикла. Если Z-координата начальной
точки меньше, чем Q491 ДИАМЕТРА НАЧАЛА КОНТУРА, то
система ЧПУ позиционирует инструмент на Q491 и запускает
цикл оттуда.
1 Начиная со стартовой точки цикла, ЧПУ производит
чистовую обработку вплоть до первой точки глубины
резания.
2 Система ЧПУ выполняет снятие стружки в диапазоне
между начальной и конечной позициями в продольном
направлении с заданной подачей Q478.
3 В случае, если в цикле выбрано только одно направление
обработки Q507=1 , ЧПУ поднимает инструмент на
безопасное расстояние, возвращает на ускоренном ходу
и снова приступает к обработке контура с определенной
подачей. При направлении обработки Q507=0 производится
подача на обе стороны.
4 Инструмент производит врезание до следующей глубины
подачи.
5 ЧПУ повторяет эту операцию (с 2 по 4) до достижения
глубины канавки.