Ход цикла, Учитывайте при программировании, Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 200
Циклы обработки: описание контура
7.7
ГЛУБИНА ЧИСТОВОЙ ОБРАБОТКИ (Цикл 23, DIN/ISO: G123)
7
200
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
7.7
ГЛУБИНА ЧИСТОВОЙ ОБРАБОТКИ
(Цикл 23, DIN/ISO: G123)
Ход цикла
Система ЧПУ плавно перемещает инструмент к
обрабатываемой поверхности, если там достаточно места.
Если карман слишком узкий, то система ЧПУ перемещает
инструмент на глубину перпендикулярно. Затем фрезеруется
оставшийся после очистки припуск на чистовую обработку.
Учитывайте при программировании!
Система ЧПУ самостоятельно устанавливает
стартовую точку для глубокой чистовой
обработки. Точка старта зависит от вместимости
кармана.
Радиус подвода для позиционирования на
конечной глубине задан жестко и не зависит от
угла погружения инструмента.
Внимание опасность столкновения!
После выполнения SL-цикла первое
перемещение в плоскости обработки необходимо
программировать с вводом обеих координат,
например, L X+80 Y+0 R0 FMAX.
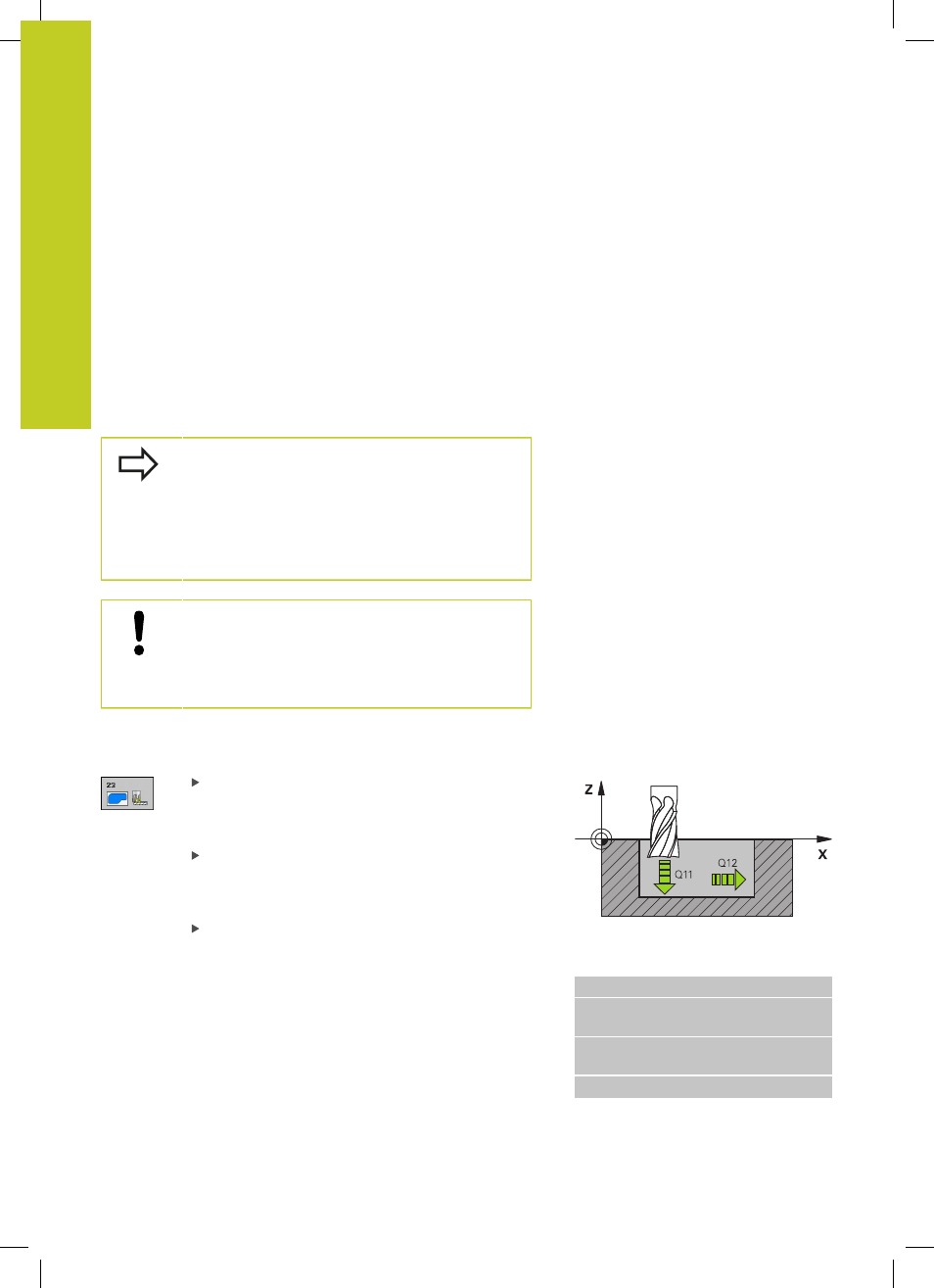
Параметры цикла
Подача врезания на глубину
Q11: Скорость
перемещения инструмента при врезании на
большую глубину, мм/мин. Диапазон ввода от 0
до 99999,9999 или через FAUTO, FU, FZ
Перемещение при фрезеровании
Q12: Подача
при перемещениях в плоскости обработки.
Диапазон ввода от 0 до 99999,9999 или через
FAUTO
, FU, FZ
Подача обратного хода
Q208: скорость
перемещения инструмента при выходе из
отверстия в мм/мин. Если введено значение
Q208=0, ЧПУ отводит инструмент из отверстия
со скоростью подачи, заданной параметром Q12.
Диапазон ввода от 0 до 99999,9999 или через
FMAX,FAUTO
Кадры УП
60 CYCL DEF 23 ЧИСТ.ОБР-КА ДНА
Q11=100
;ПОДАЧА ВРЕЗАНИЯ
НА ГЛУБИНУ
Q12=350
;ПОДАЧА
ПРОТЯГИВАНИЯ
Q208=9999
;ПОДАЧА ОТВОДА