Ход цикла, Версия) – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 582
Циклы измерительных щупов: автоматическое измерение
кинематики
19.5 ПРЕДВАРИТЕЛЬНО УСТАНОВЛЕННАЯ КОМПЕНСАЦИЯ (Цикл
452, DIN/ISO: G452, версия)
19
582
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
19.5
ПРЕДВАРИТЕЛЬНО
УСТАНОВЛЕННАЯ КОМПЕНСАЦИЯ
(Цикл 452, DIN/ISO: G452, версия)
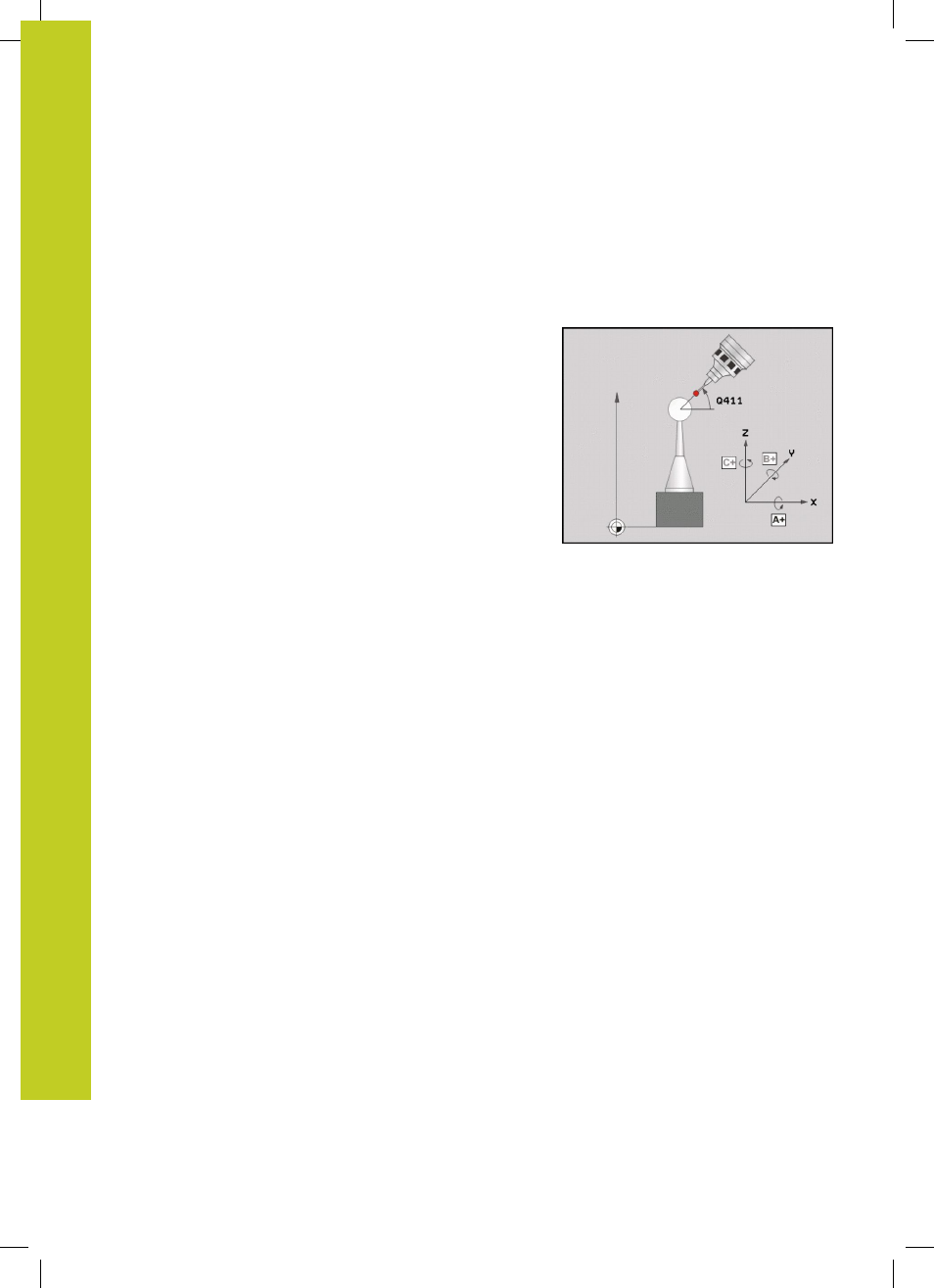
Ход цикла
С помощью цикла 452 измерительного щупа можно
оптимизировать кинематическую цепочку трансформаций
станка (смотри "ИЗМЕРЕНИЕ КИНЕМАТИКИ (Цикл 451,
DIN/ISO: G451, версия)", Стр. 568). В завершение ЧПУ в
кинематической модели корректирует систему координат
детали таким образом, что текущая предустановка после
оптимизации находится в центре калибровочного шара.
С помощью этого цикла можно, например, согласовывать
между собой сменные головки.
1 Зажмите калибровочный шар
2 Полностью измерьте эталонную головку с помощью цикла
451 и в конце задайте предустановку в центре шара с
помощью цикла 451
3 Замена второй головки
4 С помощью цикла 452 измерьте сменную головку до
устройства смены
5 Используя цикл 452, произвести настройку других сменных
головок относительно эталонной.
Если есть возможность оставить калибровочный шар
закрепленным на столе станка на время обработки, то можно,
к примеру, компенсировать дрейф станка. Этот процесс также
возможен на станке без осей вращения.
1 Установить калибровочный шар, проверить на возможные
столкновения.
2 Установите предустановку в калибровочном шаре
3 Задайте предустановку на детали и приступите к ее
обработке
4 С помощью цикла 452 регулярно проводите компенсацию
предустановки. При этом ЧПУ определяет дрейф
участвующих в обработке осей и корректирует их в
кинематике