31 пример программирования, Пример: уступ с врезанием, Пример программирования – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 401: Пример программирования 13.31
Пример программирования 13.31
13
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
401
13.31 Пример программирования
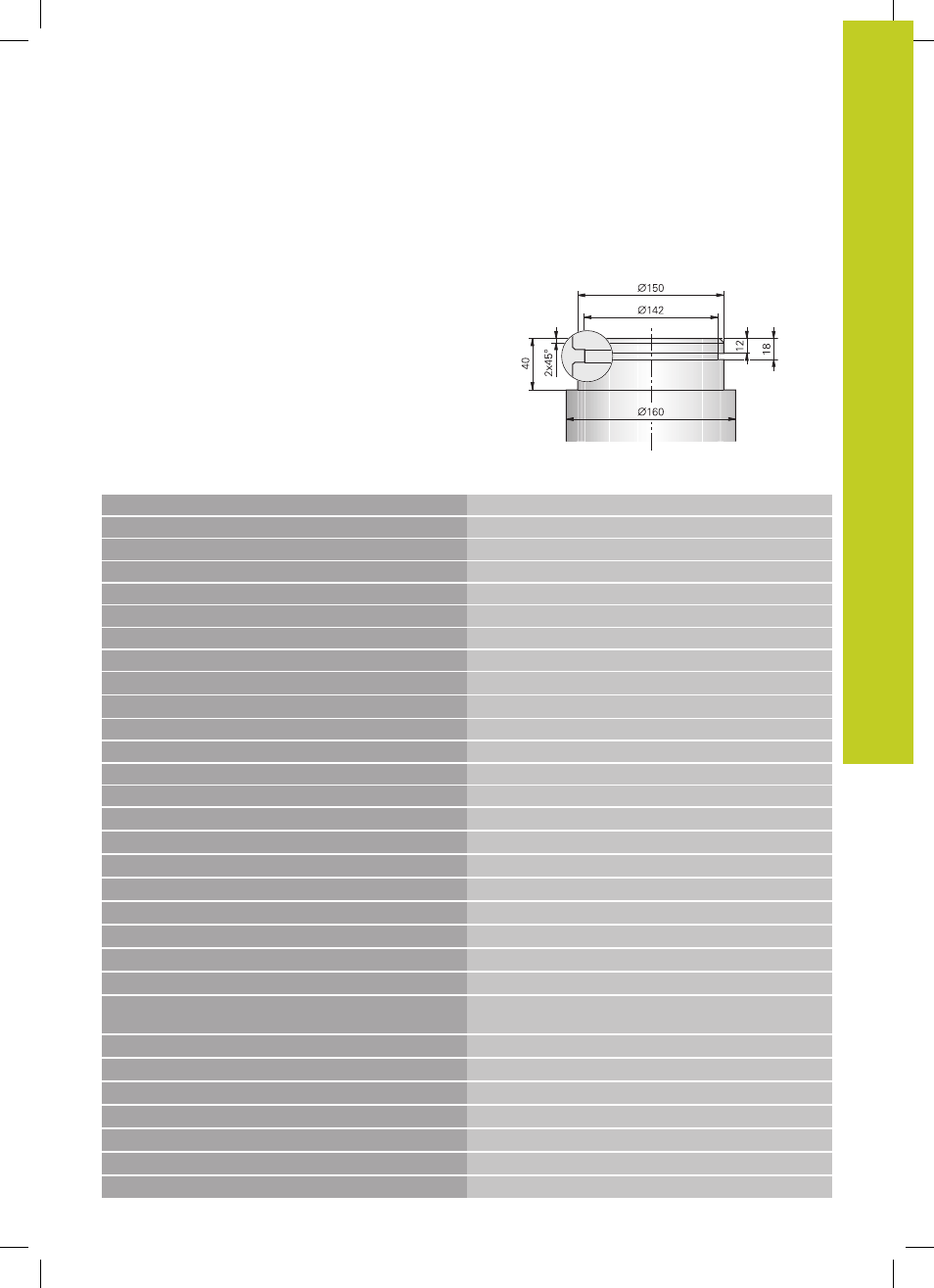
Пример: уступ с врезанием
0 BEGIN PGM ABSATZ MM
1 BLK FORM 0.1 Y X+0 Y-10 Z-35
Определение заготовки
2 BLK FORM 0.2 X+87 Y+10 Z+2
3 TOOL CALL 12
Вызов инструмента
4 M140 MB MAX
Отвод инструмента
5 FUNCTION MODE TURN
Активация режима точения
6 FUNCTION TURNDATA SPIN VCONST:ON VC:150
Постоянная скорость резания
7 CYCL DEF 800 DREHSYSTEM ANPASSEN
Определение цикла настройки токарной системы
Q497=+0
;УГОЛ ПРЕЦЕССИИ
Q498=+0
;ОБРАТНЫЙ ХОД ИНСТРУМЕНТА
8 M136
Подача в миллиметрах на оборот
9 L X+165 Y+0 R0 FMAX
Подвод к стартовой точке на плоскости
10 L Z+2 R0 FMAX M304
Безопасное расстояние, токарный шпиндель вкл.
11 CYCL DEF 812 ABSATZ LAENGS ERW.
Определение цикла Продольная ступенька
Q215=+0
;ОБЬЁМ ОБРАБОТКИ
Q460=+2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q491=+160
;ДИАМЕТР НАЧАЛА КОНТУРА
Q492=+0
;НАЧАЛО КОНТУРА ПО Z
Q493=+150
;ДИАМЕТР КОНЦА КОНТУРА
Q494=-40
;КОНЕЦ КОНТУРА ПО Z
Q495=+0
;УГОЛ ПЛОСКОСТИ ПЕРИМЕТРА
Q501=+1
;ТИП НАЧАЛЬНОГО ЭЛЕМЕНТА
Q502=+2
;РАЗМЕР НАЧАЛЬНОГО
ЭЛЕМЕНТА
Q500=+1
;РАДИУС УГЛА КОНТУРА
Q496=+0
;УГОЛ ПЛОСКОЙ ПОВЕРХНОСТИ
Q503=+1
;ТИП КОНЕЧНОГО ЭЛЕМЕНТА
Q504=+2
;РАЗМЕР КОНЕЧНОГО ЭЛЕМЕНТА
Q463=+2.5
;МАКС. ГЛУБИНА РАЗРЕЗА
Q478=+0.25
;ПОДАЧА ЧЕРН. ОБРАБОТКИ
Q483=+0.4
;ПРИПУСК НА ДИАМЕТР