Учитывайте при программировании, Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 541
ИЗМЕРЕНИЕ ПЛОСКОСТИ (Цикл 431, DIN/ISO: G431) 17.13
17
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
541
Учитывайте при программировании!
Перед определением цикла должен быть
запрограммирован вызов инструмента для
определения оси измерительного щупа.
Чтобы система ЧПУ могла рассчитывать значения
угла, эти три точки измерения не должны лежать
на одной прямой.
В параметрах Q170 - Q172 сохраняются
пространственные углы, необходимые для
функции наклона плоскости обработки. Через
первые две точки измерения определяется
выравнивание главной оси при наклоне плоскости
обработки.
Третья точка измерения задает направление оси
инструмента. Задавайте третью точку измерения
в положительном направлении оси Y, чтобы ось
инструмента правильно вписывалась в правую
систему координат
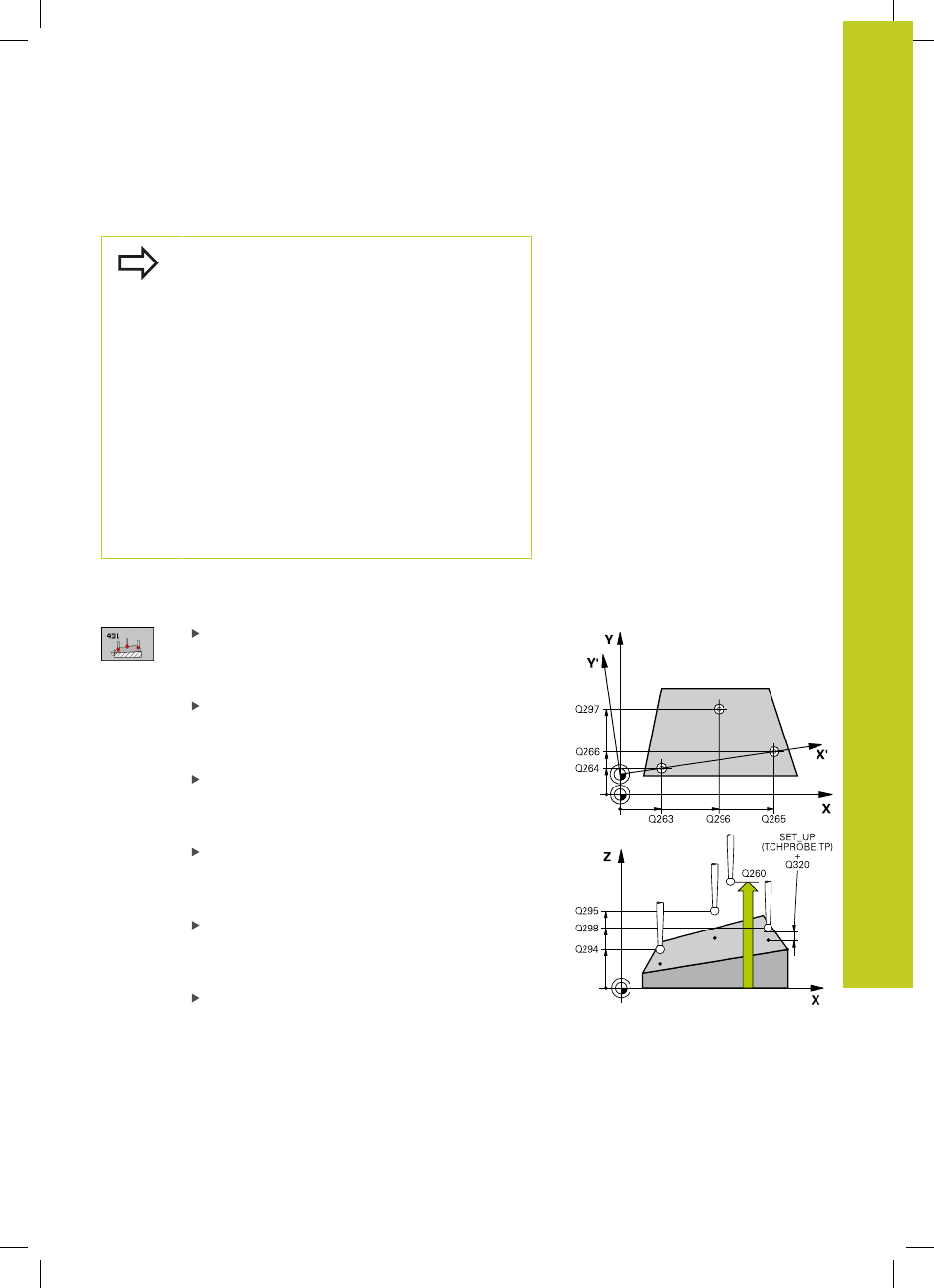
Параметры цикла
1 точка измерения по 1 оси
Q263 (абсолютная):
координата первой точки измерения по главной
оси плоскости обработки. Диапазон ввода от
-99999.9999 до 99999.9999
1 точка измерения по 2 оси
Q264 (абсолютная):
координата первой точки измерения по
вспомогательной оси плоскости обработки.
Диапазон ввода от -99999.9999 до 99999.9999
1 точка измерения по 3 оси
Q294 (абсолютная):
координата первой точки измерения по оси
измерительного щупа Диапазон ввода от
-99999.9999 до 99999.9999
2 точка измерения по 1 оси
Q265 (абсолютная):
координата второй точки измерения по главной
оси плоскости обработки. Диапазон ввода от
-99999.9999 до 99999.9999
2 точка измерения по 2 оси
Q266 (абсолютная):
координата второй точки измерения по
вспомогательной оси плоскости обработки.
Диапазон ввода от -99999.9999 до 99999.9999
2 точка измерения по 3 оси
Q295 (абсолютная):
координата второй точки измерения по оси
измерительного щупа. Диапазон ввода от
-99999.9999 до 99999.9999