Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 250
Циклы обработки: построчное фрезерование
10.4 ФРЕЗЕРОВАНИЕ ПЛОСКОСТЕЙ (Цикл 232, DIN/ISO: G232)
10
250
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
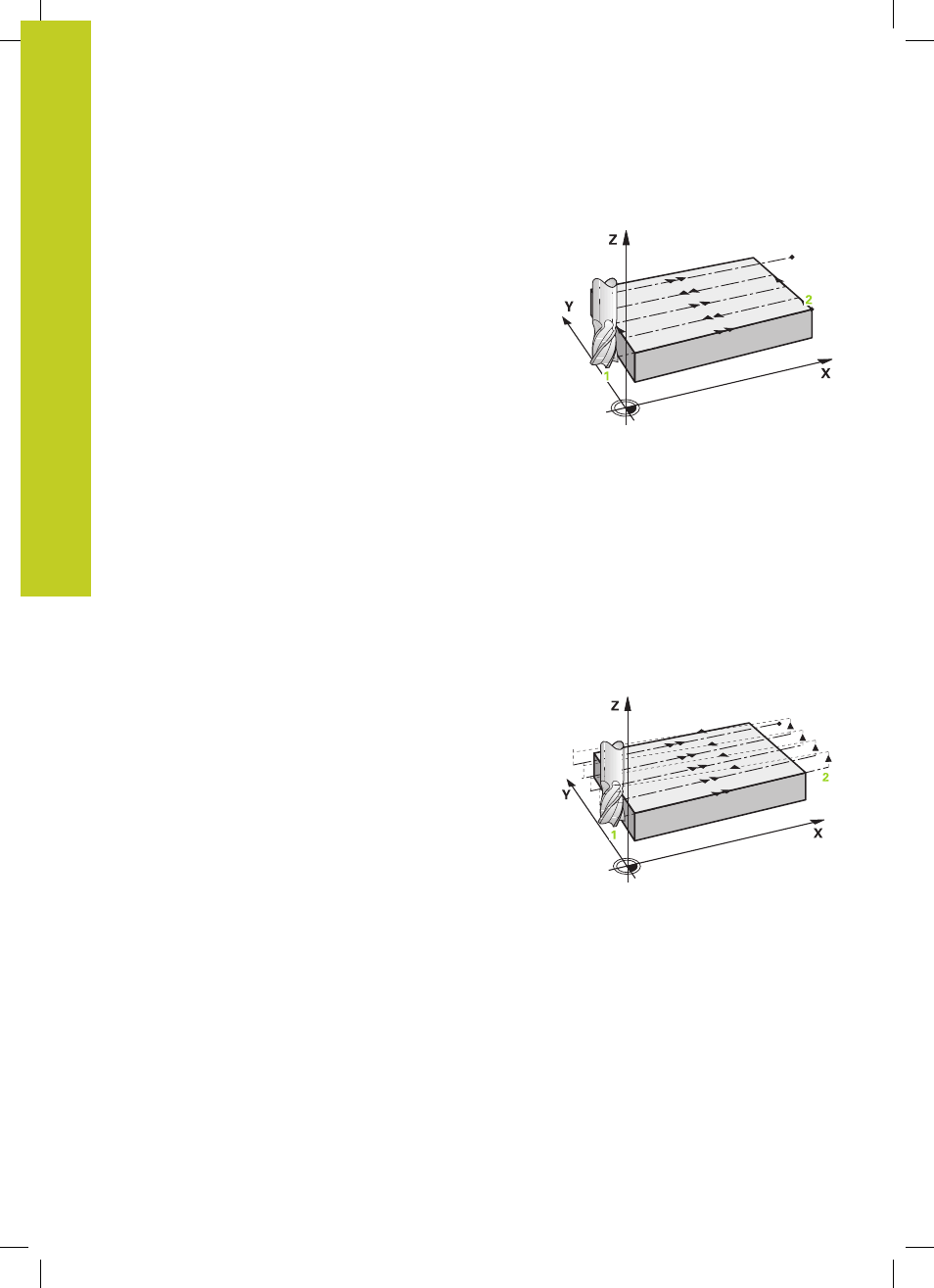
Стратегия Q389=1
3 Затем инструмент перемещается в конечную точку с учетом
запрограммированной глубины фрезерования
2
. Конечная
точка лежит
в пределах
поверхности, ЧПУ рассчитывает
ее, исходя из координат запрограммированной начальной
точки, длины и радиуса инструмента
4 УЧПУ смещает инструмент с подачей
предпозиционирования поперечно на точку старта
следующей строки; УЧПУ рассчитывает смещение из
программированной ширины, радиуса инструмента и
максимального коэффициента наложения траекторий
5 Потом инструмент перемещается обратно в направлении
точки старта
1
. Смещение на следующую строку также
происходит в пределах заготовки
6 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности. В конце последнего
прохода осуществляется врезание на следующую глубину
обработки
7 Для избежания пустых проходов, плоскость обрабатывается
затем в обратной последовательности
8 Операция повторяется, пока все подводы будут выполнены.
При последнем врезании убирается заданный припуск на
чистовую обработку
9 В конце УЧПУ перемещает инструмент в положении FMAX
назад на 2-ое безопасное расстояние
Стратегия Q389=2
3 Затем инструмент перемещается в конечную точку с учетом
запрограммированной глубины фрезерования
2
. Конечная
точка лежит за пределами поверхности; ЧПУ рассчитывает
ее, исходя из координат запрограммированной начальной
точки, длины, безопасного расстояния сбоку и радиуса
инструмента
4 УЧПУ перемещает инструмент на оси шпинделя на
безопасное расстояние над актуальной глубиной
подвода и движется с подачей предпозиционирования
непосредственно обратно к точке старта следующей
строки. ЧПУ рассчитывает смещение, исходя из
запрограммированной ширины, радиуса инструмента и
максимального коэффициента перекрытия траекторий
5 Затем инструмент перемещается повторно на актуальную
глубину подвода и затем снова в направлении конечной
точки
2
6 Фрезерование таким способом повторяется, до полной
обработки заданной поверхности В конце последнего
прохода осуществляется врезание на следующую глубину
обработки
7 Для избежания пустых проходов, плоскость обрабатывается
затем в обратной последовательности
8 Операция повторяется, пока все подводы будут выполнены.
При последнем врезании убирается заданный припуск на
чистовую обработку
9 В конце УЧПУ перемещает инструмент в положении FMAX
назад на 2-ое безопасное расстояние