Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 388
Циклы: Вращение
13.27 ВЫТАЧИВАНИЕ КАНАВКИ ПО ОСИ КОНТУРА
(Цикл 870, DIN/ISO: G870)
13
388
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
Параметры цикла
Объем обработки
Q215: Установить объем
обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка на чистовой
размер
3
: только чистовая обработка на припуск
Безопасное расстояние
Q460: зарезервировано,
в данное время функции не имеет
Подача черновой обработки
Q478: Скорость
подачи при черновой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на
оборот, без M136 в миллиметрах в минуту.
Припуск на диаметр
Q483 (в приращениях):
Припуск на диаметр на определенном контуре
Припуск по Z
Q484 (в приращениях): Припуск на
заданный контур в аксиальном направлении
Подача чистовой обработки
Q505: скорость
подачи при чистовой обработке. Если вы
запрограммировали M136, то система ЧПУ
интерпретирует подачу в миллиметрах на
оборот, без M136 в миллиметрах в минуту.
Ограничение разреза
Q479: Активировать
ограничение разреза:
0
: нет активного ограничения разреза
1
: Ограничение разреза (Q480/Q482)
Предельное значение диаметра
Q480: значение
по X для ограничения контура (данные диаметра)
Предельная величина Z
Q482: Значение Z для
ограничения контура
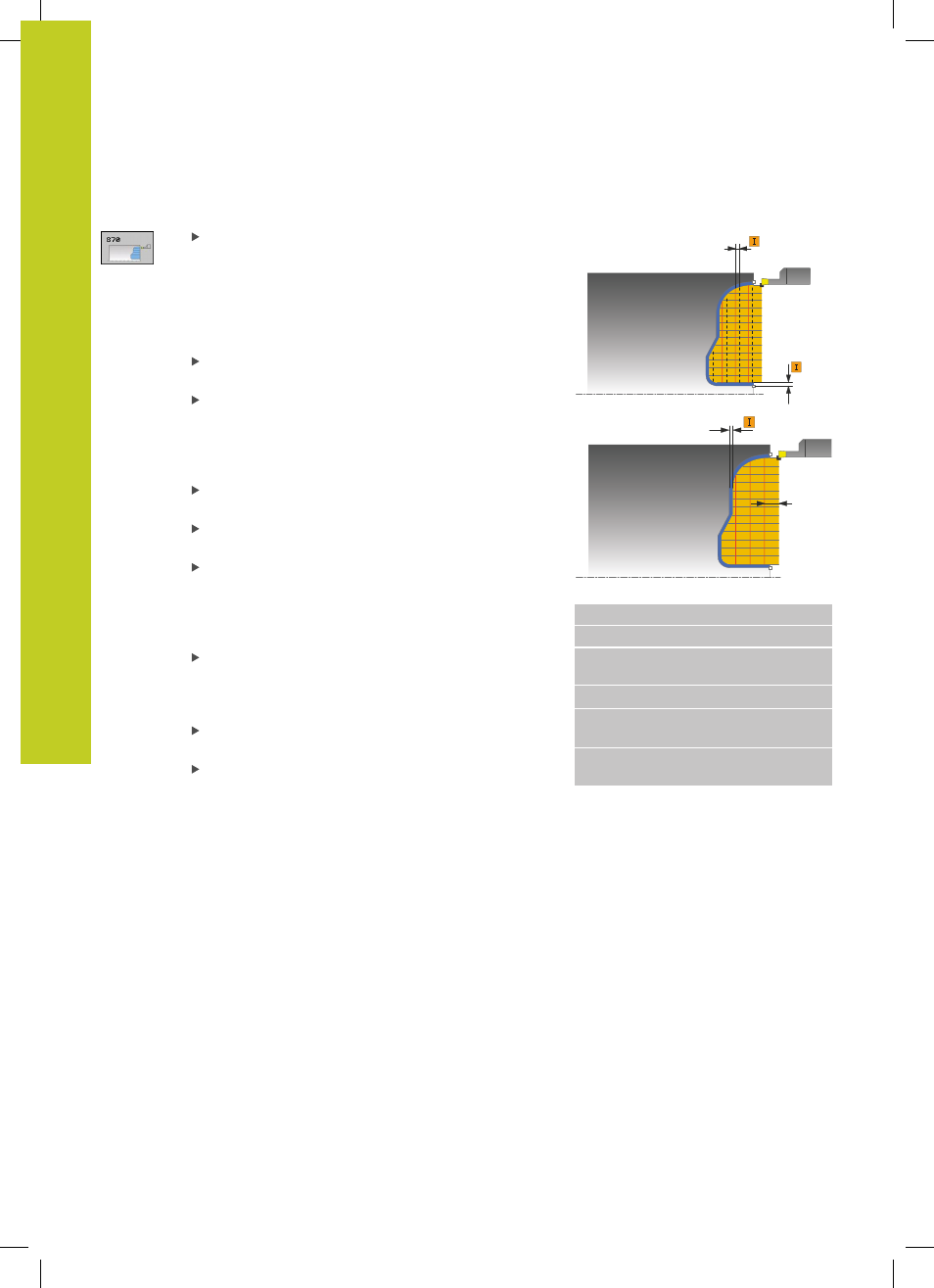
Q460
Ø Q483
Q484
Q463
Кадры УП
9 CYCL DEF 14.0 ДАННЫЕ КОНТУРА
10 CYCL DEF 14.1 КОНТУРН.МЕТКА 2
11CYCL DEF 870 АКСИАЛЬНАЯ
ПРОРЕЗКА КОНТУРА
Q215=+0
;ОБЬЁМ ОБРАБОТКИ
Q460=+2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q478=+0.3
;ПОДАЧА ЧЕРН.
ОБРАБОТКИ