Ход цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 449
ОПОРНАЯ ТОЧКА ВНУТРЕННИЙ ПРЯМОУГОЛЬНИК (Цикл 410,
DIN/ISO: G410)
16.4
16
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
449
16.4
ОПОРНАЯ ТОЧКА ВНУТРЕННИЙ
ПРЯМОУГОЛЬНИК (Цикл 410, DIN/
ISO: G410)
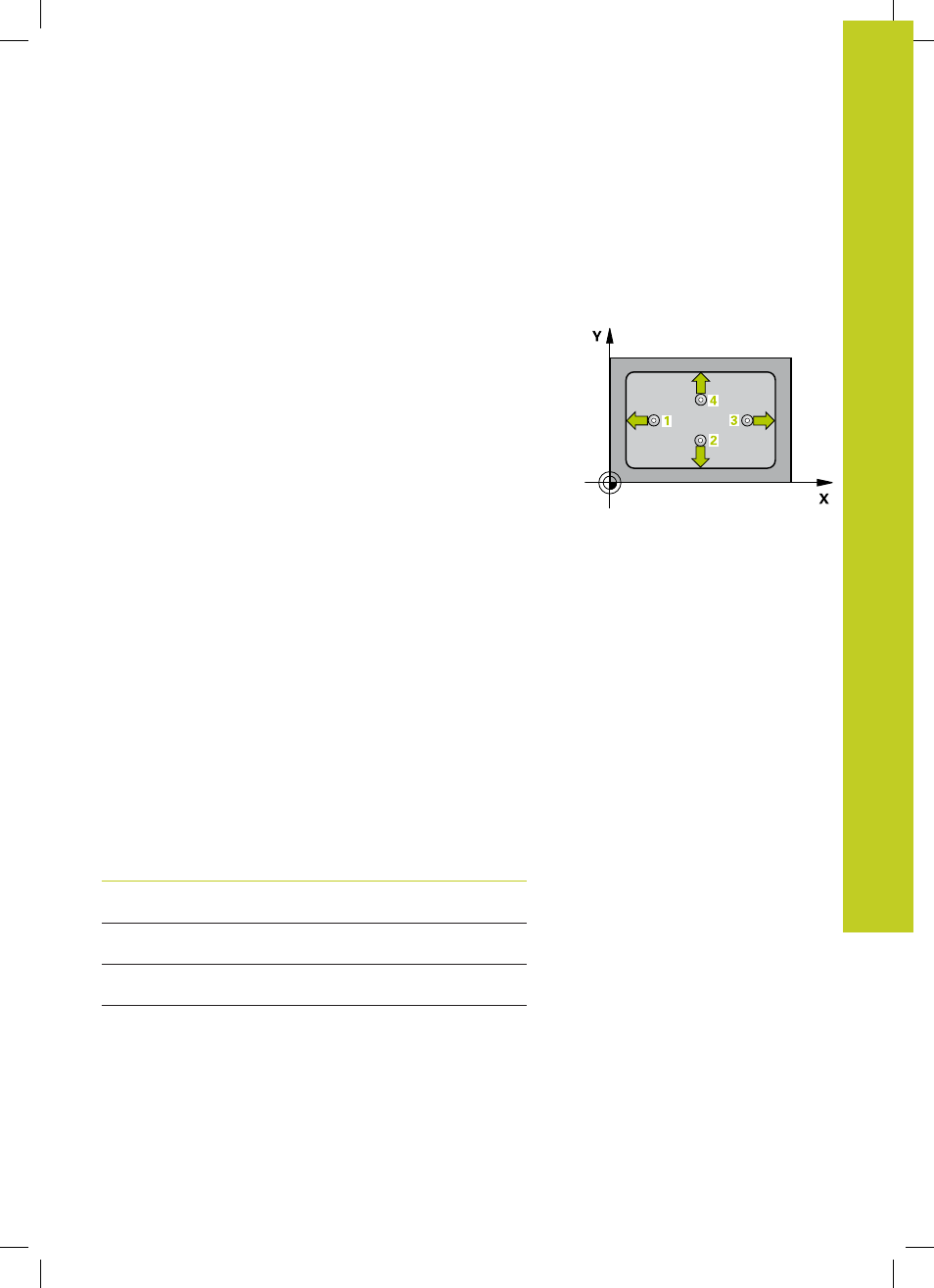
Ход цикла
Цикл измерительного щупа 410 определяет центр
прямоугольного кармана и задает его как точку привязки. По
выбору система ЧПУ может записывать этот центр в таблицу
нулевых точек или в таблицу предустановок.
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри "Отработка циклов
измерительного щупа", Стр. 410) в точке измерения
1
. ЧПУ
вычисляет точку измерения на основе данных, указанных
в цикле, и безопасного расстояния из колонки SET_UP
таблицы измерительного щупа
2 Измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход путем измерительной подачи (колонка
F
).
3 Затем зонд перемещается либо параллельно к оси на
высоту измерения либо линейно к следующей точке
контактирования
2
а потом выполняет следующую
операцию контактирования
4 УЧПУ позиционирует зонд к точке контактирования
3
а
затем к точке контактирования
4
и осуществляет там третью
и четвертую операцию контактирования
5 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и перерабатывает определенную опорную точку в
зависимости от параметров цикла Q303 и Q305 (смотри "")
6 Если требуется оператором УЧПУ определяет затем в
отдельной операции ощупывания опорную точку на оси
зонда и записывает факт значения в памяти в следующих
параметрах Q
Номер параметра
Значение
Q151
Фактическое значение центра по
главной оси
Q152
Фактическое значение центра по
вспомогательной оси
Q154
Фактическое значение длины
стороны по главной оси
Q155
Фактическое значение длины
стороны по вспомогательной оси