Ход цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 474
Циклы измерительных щупов: автоматическая установка точек
привязки
16.9 ОПОРНАЯ ТОЧКА ВНУТРЕННИЙ УГОЛ (Цикл 415, DIN/ISO: G415)
16
474
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
16.9
ОПОРНАЯ ТОЧКА ВНУТРЕННИЙ
УГОЛ (Цикл 415, DIN/ISO: G415)
Ход цикла
Цикл измерительного щупа 415 определяет точку пересечения
двух прямых и задает ее в качестве точки привязки. По
желанию система ЧПУ может записывать эту точку в таблицу
нулевых точек или в таблицу предустановок.
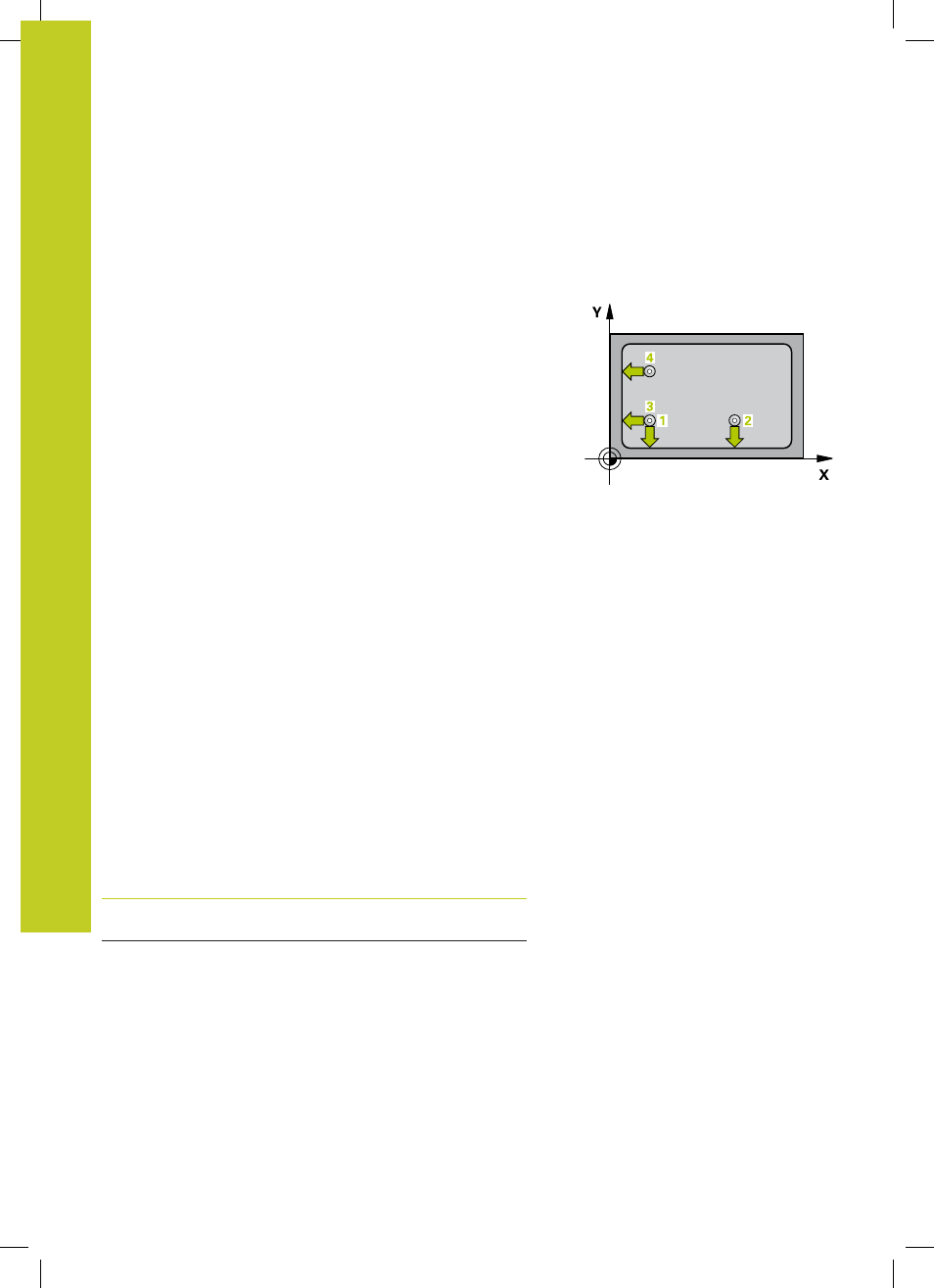
1 Система ЧПУ позиционирует измерительный щуп в режиме
ускоренной подачи (значение из колонки FMAX) и с помощью
алгоритма позиционирования (смотри "Отработка циклов
измерительного щупа", Стр. 410) в первой точке измерения
1
(см. верхний правый рисунок), который определен в цикле.
При этом ЧПУ отводит измерительный щуп на безопасное
расстояние в направлении, противоположном заданному
направлению перемещения
2 Измерительный щуп перемещается на предварительно
заданную высоту измерения и производит первый
измерительный ход путем измерительной подачи (колонка
F
). Направление измерения определяется по номеру угла
1 Потом зонд перемещается к следующей точке
контактирования
2
и осуществляет вторую операцию
контактирования
2 УЧПУ позиционирует зонд к точке контактирования
3
а
затем к точке контактирования
4
и осуществляет там третью
и четвертую операцию контактирования
3 Затем УЧПУ позиционирует зонд обратно на безопасную
высоту и перерабатывает определенную опорную точку
в зависимости от параметров цикла Q303 и Q305 (смотри
"Общие черты всех циклов измерительных щупов при
установке точки привязки", Стр. 439) и записывает
координаты определенного угла в представляемых ниже
параметрах Q
4 При необходимости отдельным измерением ЧПУ также
определяет точку привязки по оси измерительного щупа
Номер параметра
Значение
Q151
Фактическое значение угла на
главной оси
Q152
Фактическое значение угла на
вспомогательной оси