Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 320
Циклы: Вращение
13.9 ПОВОРОТ ВДОЛЬ КОНТУРА
(Цикл 810, DIN/ISO: G810)
13
320
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
Параметры цикла
Объем обработки
Q215: Установить объем
обработки:
0
: черновая и чистовая обработка
1
: только черновая обработка
2
: только чистовая обработка на чистовой
размер
3
: только чистовая обработка на припуск
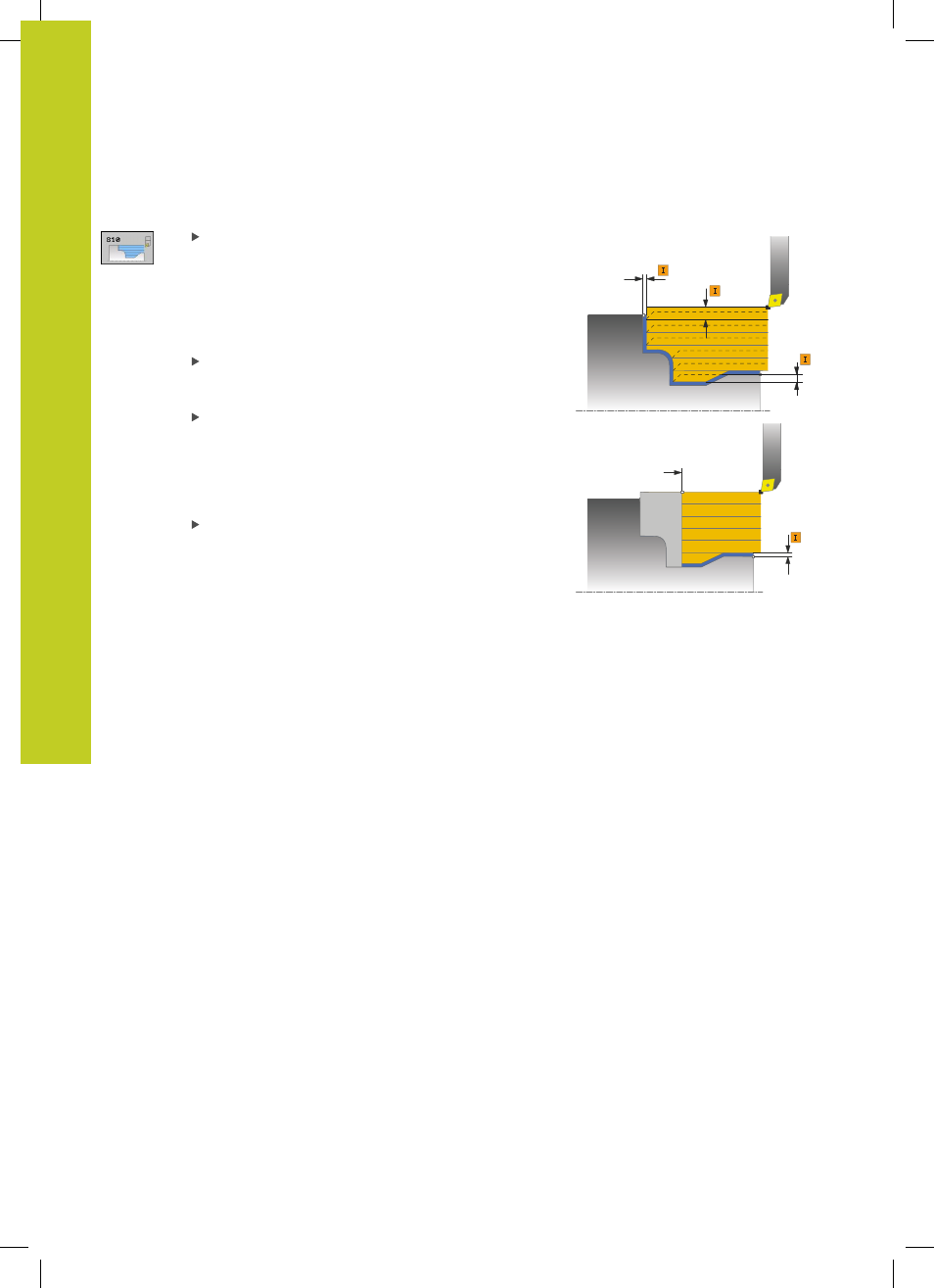
Безопасное расстояние
Q460 (в инкрементах):
расстояние для движения отвода и
предварительного позиционирования
Возврат контура
Q499: Установить направление
обработки контура:
0
: Контур будет обрабатываться в
запрограммированном направлении
1
: Контур будет обрабатываться в направлении,
обратном запрограммированному
Максимальная глубина резания
Q463:
максимальная подача на врезание (данные
радиуса) в радиальном направлении. Подача
распределяется равномерно, чтобы не
оставалось следов от шлифования.
Q460
Q463
Q484
Ø Q483
Q482