Параметры цикла, Выход из материала при прерывании программы – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 110
Циклы обработки: нарезание резьбы / резьбофрезерование
4.3
НАРЕЗАНИЕ РЕЗЬБЫ без компенсатора GS, НОВИНКА (цикл
G207, DIN/ISO: G207)
4
110
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
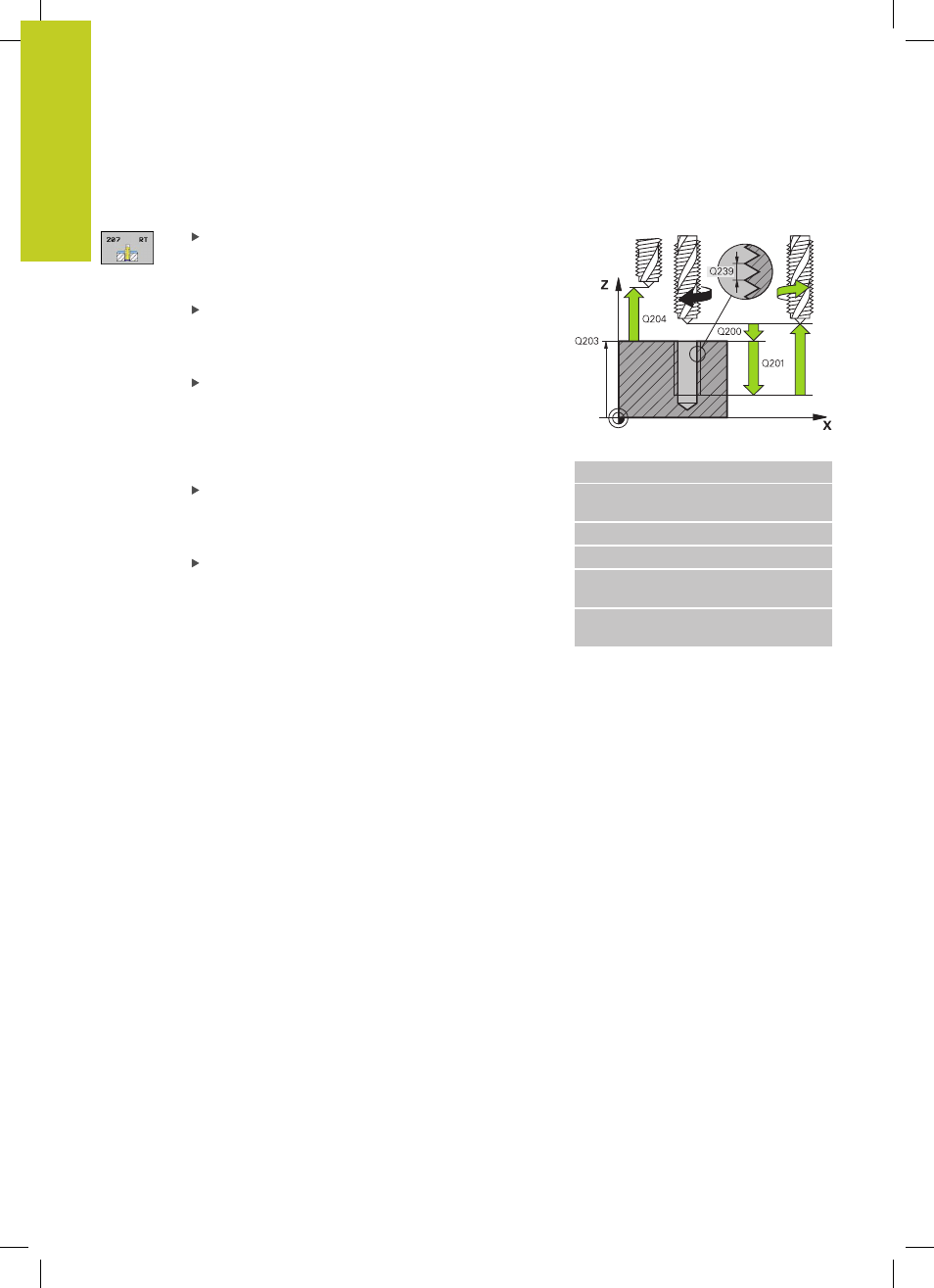
Параметры цикла
Безопасное расстояние
Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки. Диапазон ввода: от 0 до
99999,9999
Глубина резьбы
Q201 (в инкрементах):
расстояние между поверхностью заготовки и
дном резьбы. Диапазон ввода от -99999.9999 до
99999.9999
Шаг резьбы
Q239: шаг резьбы. Символ
определяет направление резьбы - вправо или
влево:
+
= правая резьба
–
= левая резьба Диапазон ввода от -99.9999 до
99.9999
Коорд. поверхности заготовки
Q203
(абсолютная): координата поверхности
заготовки. Диапазон ввода от -99999.9999 до
99999.9999
2-ое безопасное расстояние
Q204 (в
приращениях): координата по оси шпинделя, при
которой невозможно столкновение инструмента
и заготовки (зажимного приспособления).
Диапазон ввода: от 0 до 99999,9999
Кадры УП
26 CYCL DEF 207 NAREZANIE REZBI GS
Q200=2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q201=-20
;ГЛУБИНА
Q239=+1
;ШАГ РЕЗЬБЫ
Q203=+25
;КООРДИНАТНАЯ
ПЛОСКОСТЬ
Q204=50
;2-ОЕ БЕЗОПАСНОЕ
РАССТ.
Выход из материала при прерывании программы
Если в процессе нарезания резьбы нажать внешнюю клавишу
Stopp, система ЧПУ отобразит клавишу Softkey ВЫХОД ИЗ
МАТЕРИАЛА ВРУЧНУЮ. Если нажать ВЫХОД ИЗ МАТЕРИАЛА
ВРУЧНУЮ, можно вывести инструмент из материала, управляя
им. Для этого следует нажать клавишу положительного
направления активной оси шпинделя.