Учитывайте при программировании, Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 272
Циклы: преобразования координат
11.9 ОБРАБВТЫВАЕМАЯ ПОВЕРХНОСТЬ (Цикл 19, DIN/ISO: G80,
версия ПО 1)
11
272
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
Учитывайте при программировании!
Функции для наклона плоскости обработки
должны быть адаптированы производителем
станков к конкретной системе ЧПУ и станку. При
наличии определенных поворотных головок
(поворотных столов) производитель станка
устанавливает, как система ЧПУ интерпретирует
запрограммированные в цикле углы: как
координаты осей вращения или как угловые
компоненты наклонной плоскости.
Следуйте указаниям инструкции по обслуживанию
станка.
В связи с тем, что незапрограммированные
значения осей вращения всегда
интерпретируются программой как неизменяемые
значения, следует всегда определять все три
пространственных угла, даже если величина
одного или нескольких углов равна 0.
Наклон плоскости обработки всегда выполняется
относительно активной нулевой точки.
Если используется цикл 19 при активной M120,
то ЧПУ автоматически отменяет коррекцию на
радиус, а также функцию M120.
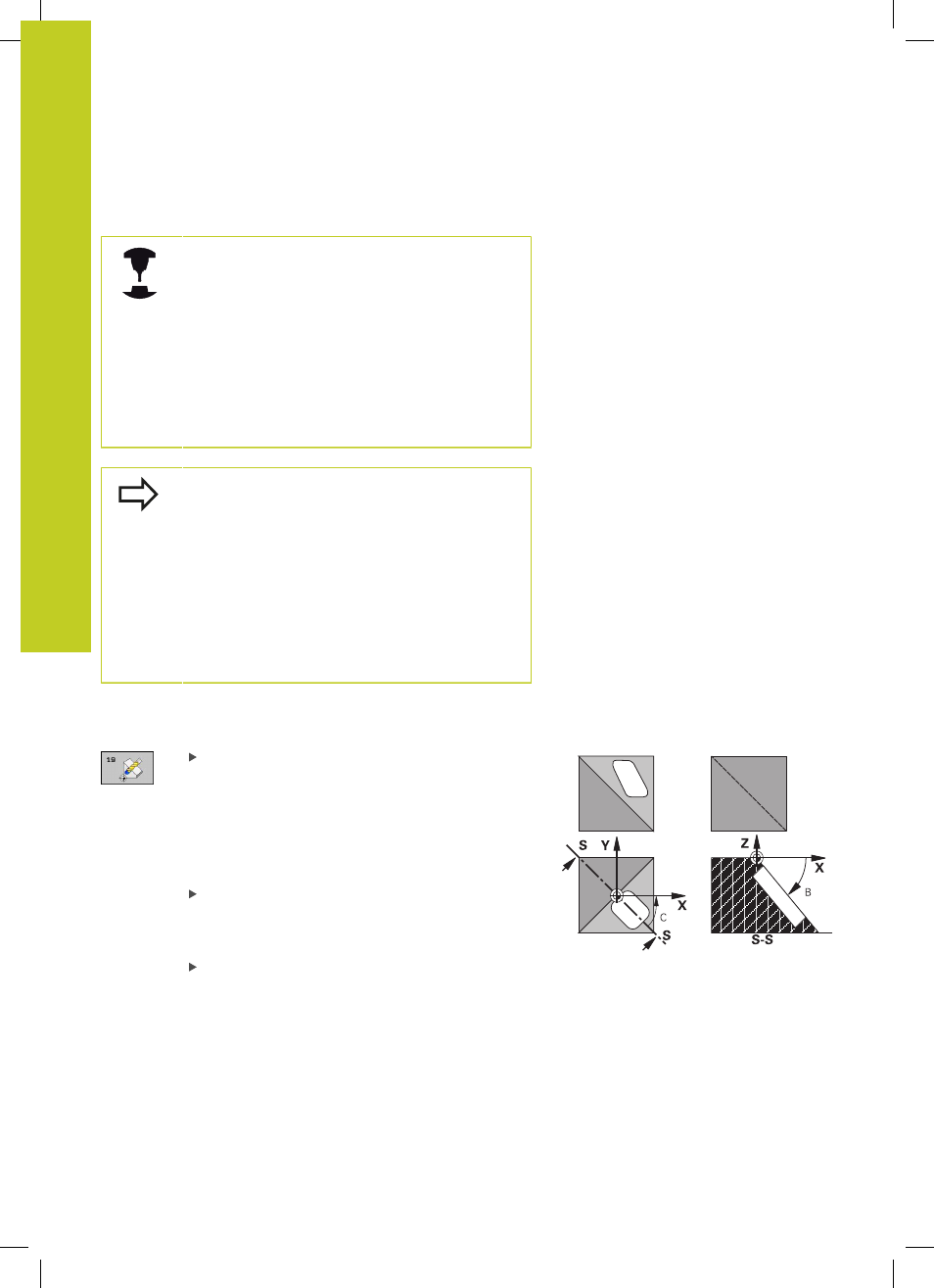
Параметры цикла
Ось и угол вращения?
: задайте ось вращения
с соответствующим углом вращения;
запрограммируйте оси вращения A, B и C с
помощью клавиши Softkey. Диапазон ввода от
-360.000 до 360.000
Если ЧПУ позиционирует оси вращения автоматически, то
можно дополнительно ввести следующие параметры
Подача? F=
: скорость перемещения
оси вращения при автоматическом
позиционировании. Диапазон ввода от 0 до
99999,999
Безопасное расстояние?
(в приращениях): ЧПУ
позиционирует поворотную головку так, чтобы
положение с учетом удлинения инструмента
на величину безопасного расстояния не
изменилась относительно заготовки. Диапазон
ввода от 0 до 99999,9999