Циклы обработки: сверление 3.11 примеры программ – Инструкция по эксплуатации HEIDENHAIN TNC 640 (34059x-02) Cycle programming
Страница 100
Циклы обработки: сверление
3.11 Примеры программ
3
100
TNC 640 | РуководствопользователяПрограммированиециклов | 12/2013
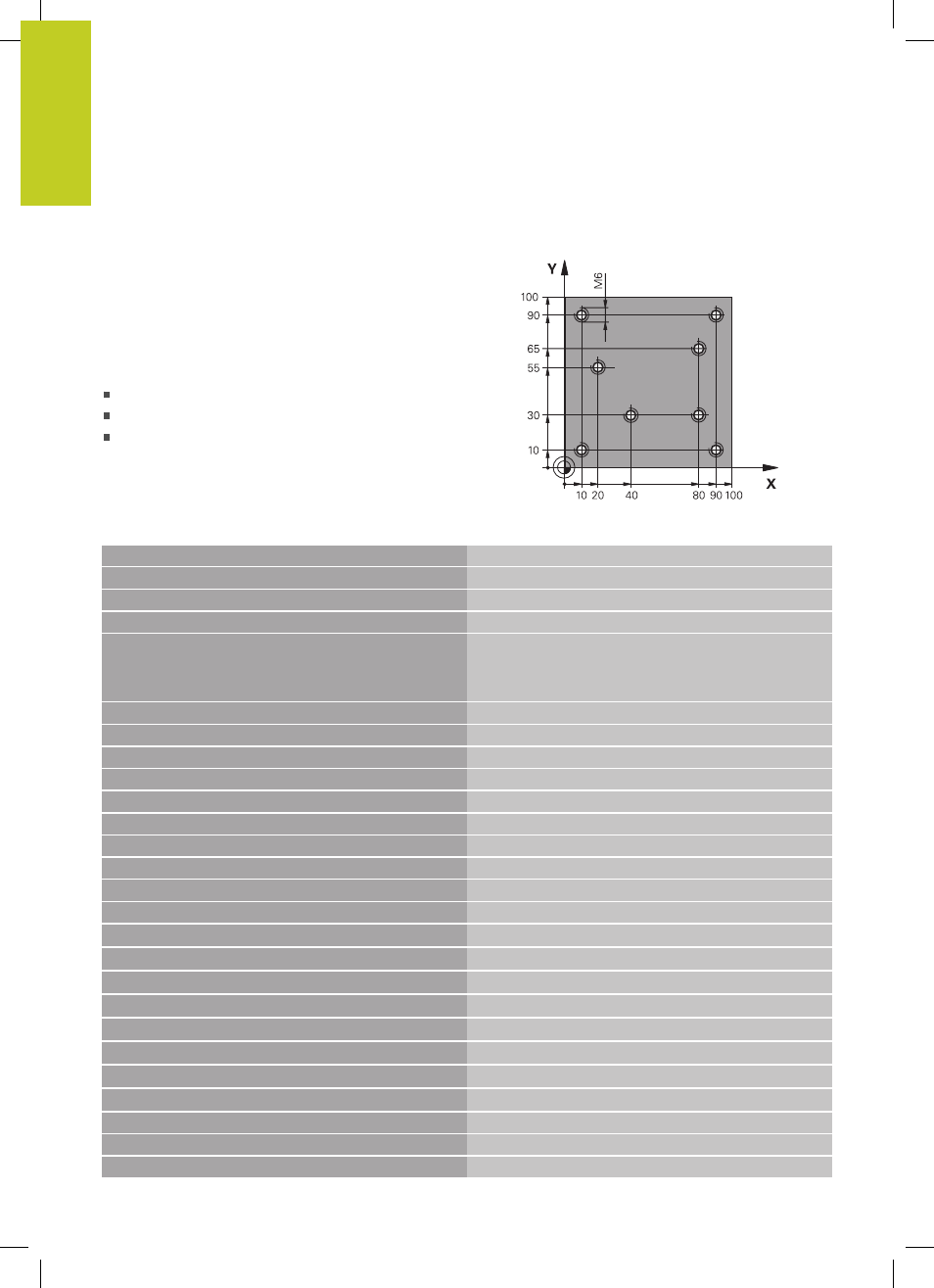
Пример: использование циклов сверления с
PATTERN DEF
Координаты сверления сохраняются в определении
заготовки PATTERN DEF POS и вызываются при
помощи CYCL CALL PAT.
Радиусы инструментов выбраны так, что все рабочие
шаги видны на тестовой графике.
Выполнение программы
Центровка (радиус инструмента 4)
Сверление (радиус инструмента 2.4)
Нарезание резьбы (радиус инструмента 3)
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Определение заготовки
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL CALL 1 Z S5000
Вызов инструмента, центр. сверло (радиус 4)
4 L Z+10 R0 F5000
Подвод инструмента на безопасное расстояние
(запрограммируйте значение для F), ЧПУ выполняет
позиционирование на безопасное расстояние после
каждого цикла
5 PATTERN DEF
Определение всех точек сверления группы отверстий
POS1( X+10 Y+10 Z+0 )
POS2( X+40 Y+30 Z+0 )
POS3( X+20 Y+55 Z+0 )
POS4( X+10 Y+90 Z+0 )
POS5( X+90 Y+90 Z+0 )
POS6( X+80 Y+65 Z+0 )
POS7( X+80 Y+30 Z+0 )
POS8( X+90 Y+10 Z+0 )
6 CYCL DEF 240 ЦЕНТРОВКА
Определение цикла "Центровка"
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q343=0
;ВЫБОР ГЛУБИНА/ДИАМЕТР
Q201=-2
;ГЛУБИНА
Q344=-10
;ДИАМЕТР
Q206=150
;F ПОДВОДА НА ГЛУБИНУ
Q211=0
;ВРЕМЯ ПРЕБЫВАНИЯ ВНИЗУ
Q203=+0
;КООРДИНАТНАЯ ПЛОСКОСТЬ
Q204=50
;2-ОЕ БЕЗОПАСНОЕ РАССТ.
7 CYCL CALL PAT F5000 M13
Вызов цикла с различными точками старта
8 L Z+100 R0 FMAX
Отвод инструмента, смена инструмента
9 TOOL CALL 2 Z S5000
Вызов инструмента, сверло (радиус 2,4)