Ход цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) Cycle programming
Страница 75
HEIDENHAIN TNC 620
75
3.7
Р
АСТО
Ч
К
А
ОБР
А
ТНЫМ
ХО
Д
О
М
(
цик
л
204, DIN/ISO: G204,
опция
ПО
Advanced programming features)
3.7 РАСТОЧКА ОБРАТНЫМ
ХОДОМ (цикл 204, DIN/ISO:
G204, опция ПО Advanced
programming features)
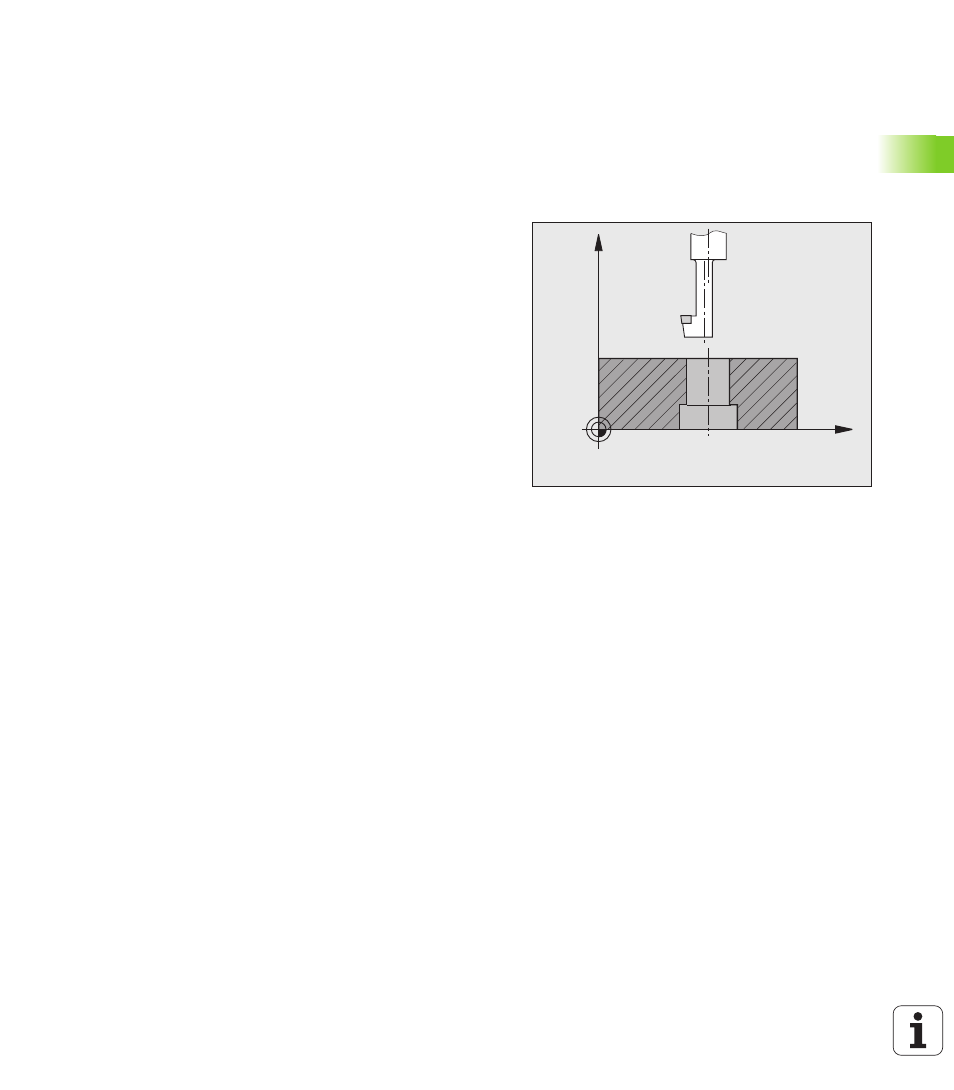
Ход цикла
С помощью этого цикла выполняются углубления на нижней
стороне заготовки.
1 Система ЧПУ перемещает инструмент на ускоренном ходу
FMAX на заданном безопасном расстоянии над поверхностью
заготовки по оси шпинделя
2 Там ЧПУ производит угловую ориентацию шпинделя на 0°-
позицию и смещает инструмент на размер эксцентрика
3 Затем инструмент погружается с подачей предварительного
позиционирования в предварительно высверленное
отверстие до тех пор, пока лезвие не достигнет безопасного
расстояния от нижней поверхности заготовки
4 ЧПУ возвращает инструмент в центр отверстия, включает
шпиндель и, при необходимости, подачу СОЖ и
передвигается со подачей зенкерования на заданную глубину
зенкерования
5 Если это было запрограммировано, инструмент
выдерживается на дне углубления и затем выводится из
высверленного отверстия, проводит угловую ориентацию
шпинделя и вновь смещается на размер эксцентрика
6 Затем ЧПУ перемещает инструмент с подачей обратного хода
на безопасное расстояние и оттуда, если было задано, с FMAX
на 2-е безопасное расстояние.
X
Z