Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) Cycle programming
Страница 170
170
Циклы обработки: определение образцов
6.3
ГР
УППА
ОТВЕР
С
ТИЙ
НА
ПР
ЯМЫХ
(
цик
л
221, DIN/ISO: G221,
опция
ПО
Advanced programming features)
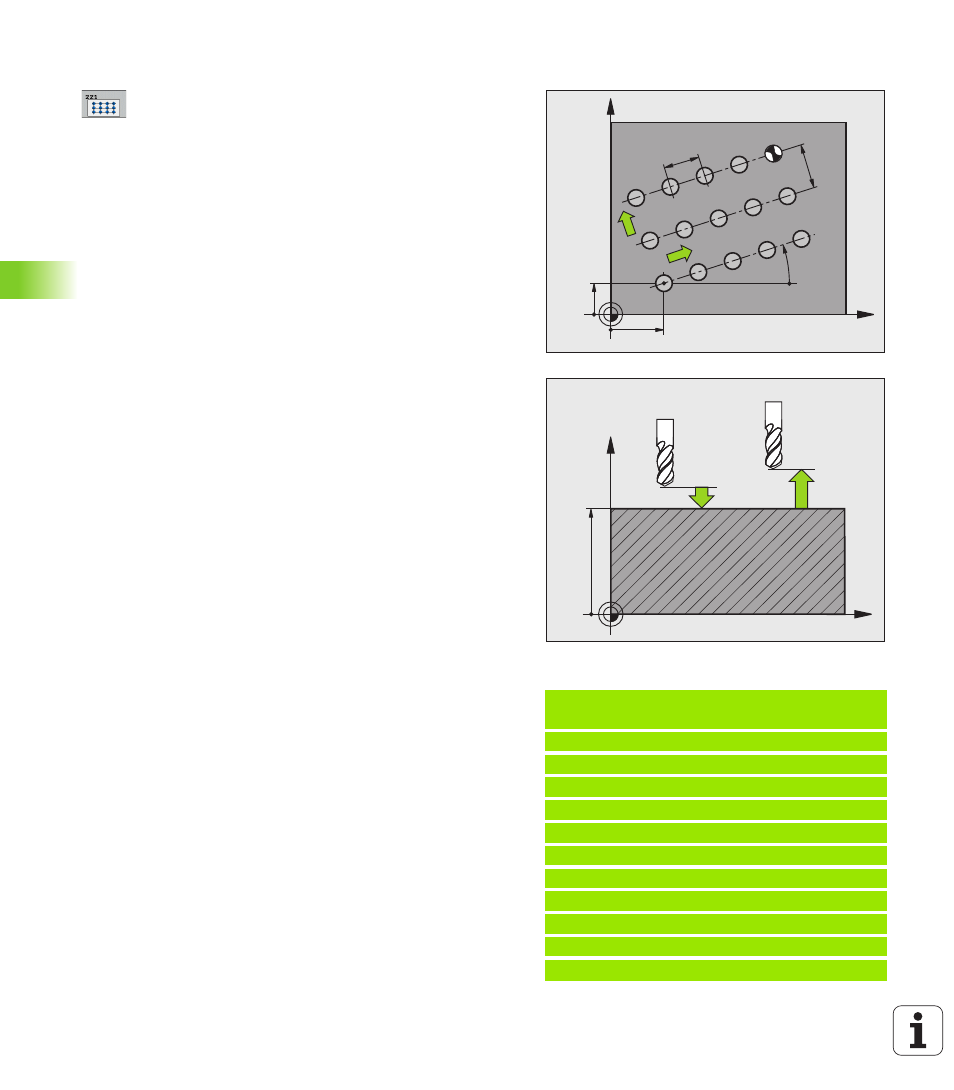
Параметры цикла
U
Точка старта 1-й оси Q225 (абсолютная):
координата точки старта на главной оси плоскости
обработки
U
Точка старта 2-й оси Q226 (абсолютная):
координата точки старта на вспомогательной оси
плоскости обработки
U
Расстояние 1-й оси Q237 (в инкрементах):
расстояние между отдельными точками в строке
U
Расстояние 2-й оси Q238 (в инкрементах):
расстояние между отдельными строками
U
Количество столбцов Q242: количество
проходов в строке
U
Количество строк Q243: количество строк
U
Угол поворота Q224 (абсолютный): угол, на
который поворачивается вся схема размещения;
центр вращения совпадает с точкой старта
U
Безопасное расстояние Q200 (в инкрементах):
расстояние от вершины инструмента до
поверхности заготовки
U
Коорд. поверхности заготовки Q203
(абсолютная): координата поверхности заготовки
U
2-е безопасное расстояние Q204 (в
инкрементах): координата оси шпинделя, в
которой столкновение инструмента и заготовки
(зажимного приспособления) невозможно
U
Перемещение на безопасную высоту Q301:
определяет, как должен перемещаться
инструмент между проходами:
0: между проходами перемещение на безопасное
расстояние
1: между проходами перемещение на 2-е
безопасное расстояние
Пример: NC-кадры
54 CYCL DEF 221 ГР. ОТВЕРСТИЙ НА
ПРЯМОЙ.
Q225=+15 ;ИСХОДНАЯ ТОЧКА ПО 1 ОСИ
Q226=+15 ;ИСХОДНАЯ ТОЧКА ПО 2 ОСИ
Q237=+10 ;ИНТЕРВАЛ 1 ОСЬ
Q238=+8 ;ИНТЕРВАЛ 2 ОСЬ
Q242=6
;КОЛИЧЕСТВО СТОЛБЦОВ
Q243=4
;КОЛИЧЕСТВО СТРОК
Q224=+15 ;УГОЛ РАЗВОРОТА
Q200=2
;БЕЗОП. РАССТ.
Q203=+30 ;КООРД. ПОВЕРХНОСТИ
Q204=50 ;2. БЕЗОП. РАССТ.
Q301=1
;ПЕРЕХОД НА БЕЗ. ВЫСОТУ
X
Y
Q226
Q225
Q224
Q238
Q237
N = Q242
N = Q243
X
Z
Q200
Q203
Q204