Ход цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) Cycle programming
Страница 186
186
Циклы обработки: описание контура
7.6
ВЫБОРКА
(
цик
л
22, DIN/ISO: G122,
опция
ПО
Advanced
programming
features)
7.6 ВЫБОРКА (цикл 22, DIN/ISO:
G122, опция ПО Advanced
programming features)
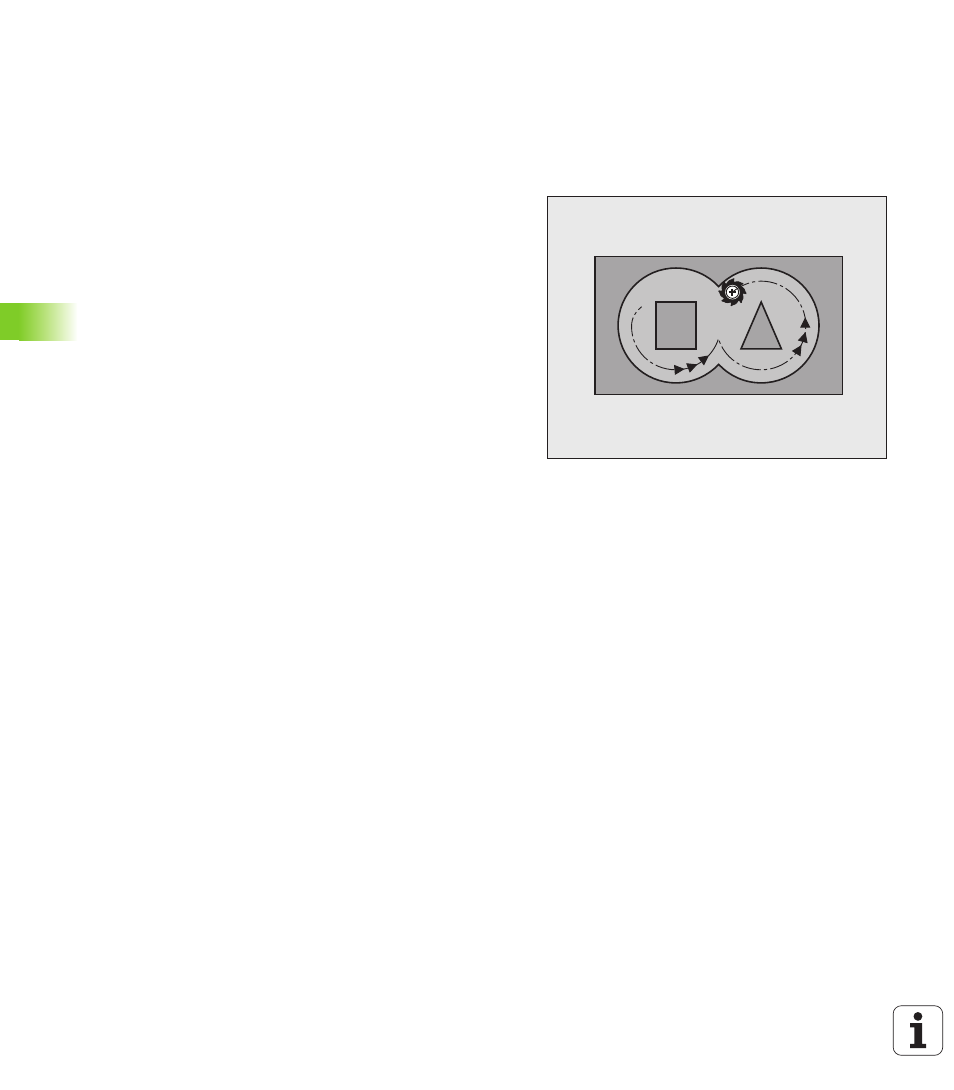
Ход цикла
1 Система ЧПУ позиционирует инструмент над точкой врезания;
при этом учитывается припуск на чистовую обработку боковой
поверхности
2 На первой глубине врезания инструмент фрезерует контур по
направлению изнутри наружу с рабочей подачей Q12
3 При этом открыто фрезеруются контуры островов (здесь: C/D)
с приближением к контуру кармана (здесь: A/B)
4 На следующем этапе ЧПУ перемещает инструмент на
следующую глубину врезания и повторяет операцию чистовой
обработки до тех по, пока не будет достигнута
программируемая глубина
5 Затем ЧПУ отводит инструмент на безопасную высоту