Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) Cycle programming
Страница 382
382
Циклы измерительных щупов: автоматический контроль заготовки
16.4
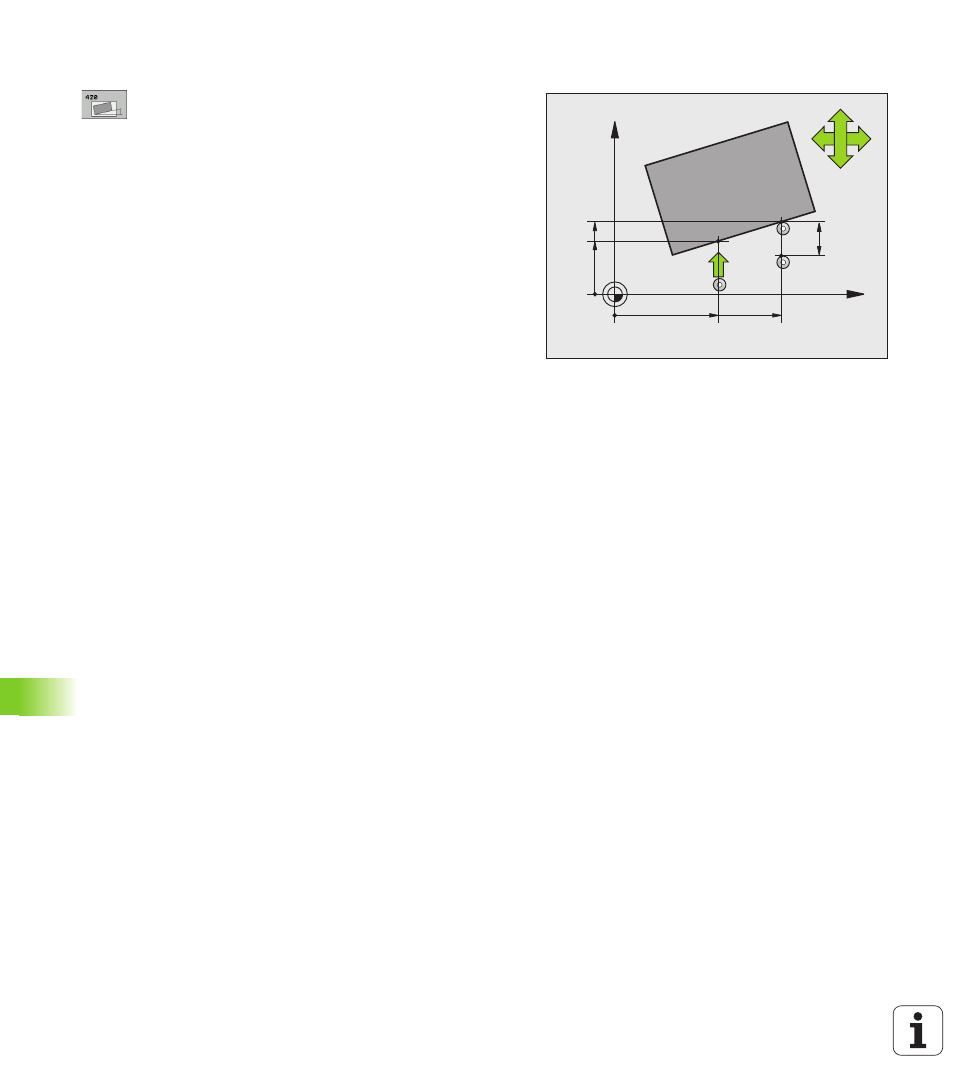
ИЗМЕРЕНИЕ
УГ
ЛА
(
цик
л
420, DIN/ISO: G420)
Параметры цикла
U
1 точка измерения по 1-ой оси Q263 (абсолютная):
координата первой точки измерения по главной
оси плоскости обработки. Диапазон ввода от
-99999,9999 до 99999,9999
U
1 точка измерения по 2-ой оси Q264 (абсолютная):
координата первой точки измерения по
вспомогательной оси плоскости обработки.
Диапазон ввода от -99999,9999 до 99999,9999
U
2 точка измерения по 1-ой оси Q265 (абсолютная):
координата второй точки измерения по главной
оси плоскости обработки. Диапазон ввода от
-99999,9999 до 99999,9999
U
2 точка измерения по 2-ой оси Q266 (абсолютная):
координата второй точки измерения по
вспомогательной оси плоскости обработки.
Диапазон ввода от -99999,9999 до 99999,9999
U
Ось измерения Q272: ось, по которой должно
производиться измерение:
1: главная ось = ось измерения
2: вспомогательная ось = ось измерения
3: ось измерительного щупа = ось измерения
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
+
Q267
SET_UP(TCHPROBE.TP)
+
Q320