Параметры цикла – Инструкция по эксплуатации HEIDENHAIN TNC 620 (340 56x-03) Cycle programming
Страница 191
HEIDENHAIN TNC 620
191
7.8
ЧИС
Т
ОВ
АЯ
ОБР
А
БОТКА
БОКОВ
О
Й
ПОВЕР
Х
НОС
ТИ
(
цик
л
24, DIN/ISO:
G124,
опция
ПО
Advanced programming features)
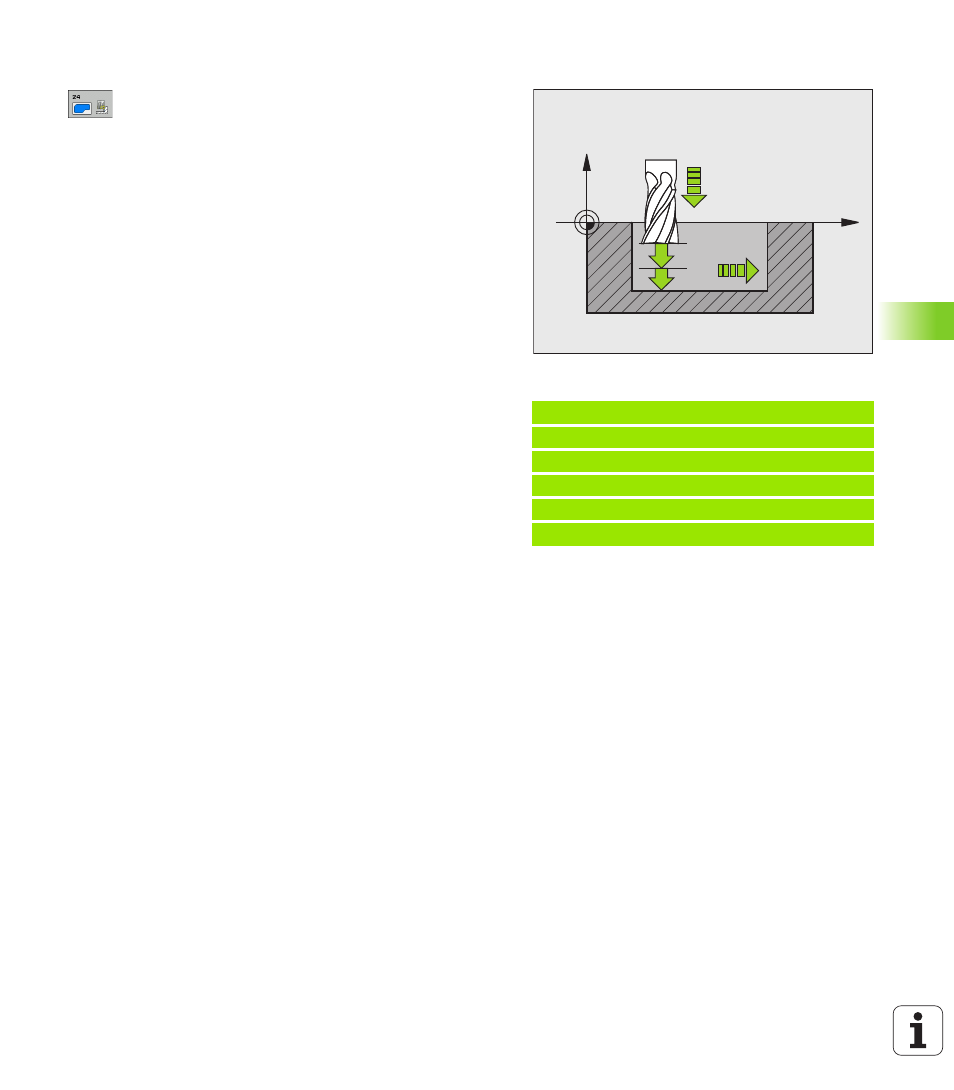
Параметры цикла
U
Направление вращения? По часовой стрелке =
-1 Q9:
Направление обработки:
+1:поворот против часовой стрелки
–1:поворот по часовой стрелке
U
Глубина врезания Q10 (в инкрементах): глубина,
на которую врезается инструмент за один проход.
Диапазон ввода от -99999,9999 до 99999,9999
U
Подача на врезание Q11: подача врезания.
Диапазон ввода от 0 до 99999,9999 или через
FAUTO, FU, FZ
U
Подача чистовой обработки Q12: подача
фрезерования. Диапазон ввода от 0 до
99999,9999 или через FAUTO, FU, FZ
U
Припуск на чистовую обработку боковой
поверхности Q14 (в инкрементах): припуск для
многократной чистовой обработки; остатки будут
удалены, если оператор введет Q14 = 0. Диапазон
ввода от -99999,9999 до 99999,9999
Пример: NC-кадры
61 CYCL DEF 24 ЧИСТОВАЯ ОБР. БОК. ПОВ.
Q9=+1
;НАПР. ВРАЩЕНИЯ
Q10=+5
;ГЛУБИНА ВРЕЗАНИЯ
Q11=100 ;ПОДАЧА НА ВРЕЗАНИЕ
Q12=350 ;ПОДАЧА ФРЕЗ.
Q14=+0
;ПРИПУСК СБОКУ
X
Z
Q11
Q12
Q10