Повторный наезд контура, 4 прог он программы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 543
HEIDENHAIN iTNC 530
543
12.4
Прог
он
программы
U
U
U
U
Выбор первого предложения актуальной программы как начало
для пробега: GOTO „0“ ввести.
U
U
U
U
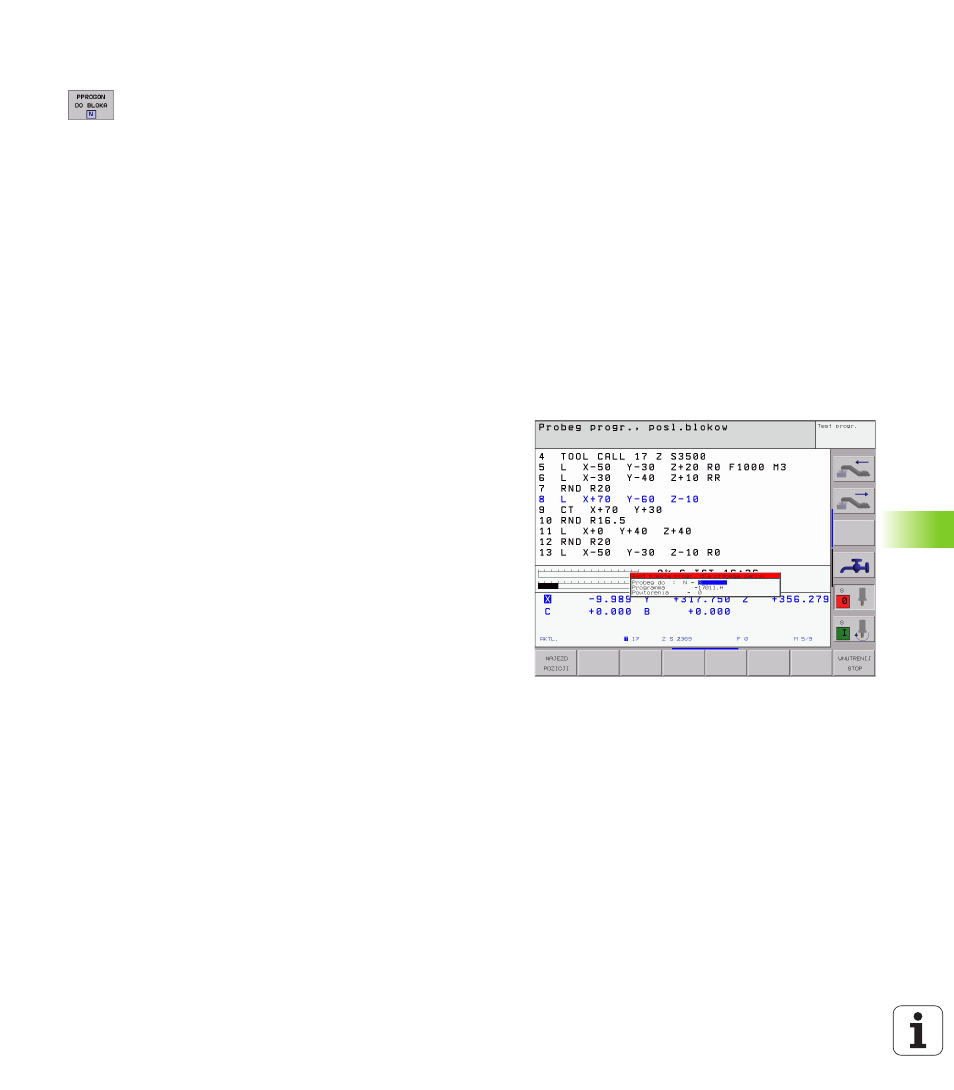
Выбор пробега заиси в перед: Нажать
программируемую клавишу ПРОБЕГ ДО N
U
U
U
U
Пробег до N: Ввести номер N предложения, при
котором должен закончиваться пробег
U
U
U
U
Программа: Ввести название программы,
содержащей предложение N
U
U
U
U
Повторения: Ввести количество повторений,
которые должны учитыватся в прогоне записи, в
случае если предложение N находится в
повторении части программы
U
U
U
U
Пуск пробега записи вперед: Нажать внешнюю
клавишу СТАРТ
U
U
U
U
Наезд контура: смотри “Повторный наезд контура”,
Повторный наезд контура
С помощью функции НАЕЗД ПОЗИЦИИ ЧПУ перемещает
инструмент к контуру детали в следующих случаях:
n
Повторный наезд после перемещения осей станка в перерыв,
который произошёл без включения ВНУТРЕННИЙ СТОП
n
Повторный наезд после прогона записи с ПРОБЕГ К БЛОКУ N,
нпр.после перерыва с ВНУТРЕННИЙ СТОП
n
Если изменилась позиция оси после открытия контура
регулирования во время перерыва (зависить от станка)
U
U
U
U
Повторный наезд контура Выбор Softkey НАЕЗД ПОЗИЦИИ
U
U
U
U
В данном случае возобновить статус станка
U
U
U
U
Переместить оси в такой последовательности, как это
предлагает УЧПУ на экране: Внешнюю клавишу СТАРТ нажать:
U
U
U
U
Переместить оси с любой последовательностю:
Программируемая клавиша НАЕЗД X, НАЕЗД Z итд. Нажать и с
помощью внешней клавиши СТАРТ-активировать
U
U
U
U
Продолжать обработку: Нажать внешнюю клавишу СТАРТ