Основы к фрезеровании резьбы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 294
294
8 Программирование: Циклы
8.3
Цик
л
ы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
Основы к фрезеровании резьбы
Условия
n
Станок должне быть оснащён внутренним охлаждениеи
шпинделя (СОЖ мин. 30 бар, сжатый воздух мин.
n
Так как при фрезеровании резьбы возникают как правило
искажения профиля резьбы, требуются тогда специфические,
связанные с инструментом исправления, которые можете взять
из каталога инструментов или запросить у Вашего
производителя станков. Исправление осуществляется при
TOOL CALL через дельта-радиус DR
n
Циклы 262, 263, 264 и 267 применяются только с инструментами
правово вращения. Для цикла 265 можете использовать
инструменты правово и левово вращения
n
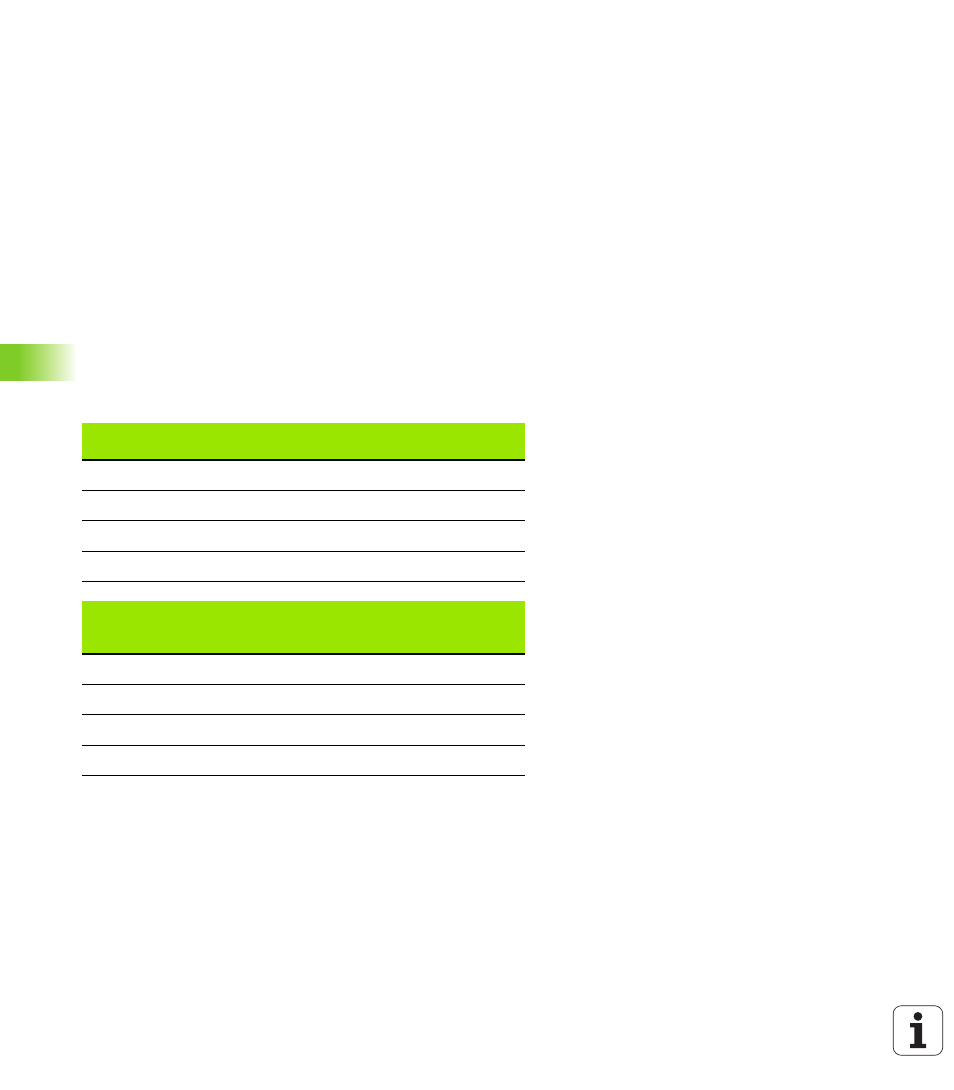
Направление обработки установливается на основе следующих
параметров ввода: Направление обработки возникает из
следующих параметров ввода: знак числа шага резьбы Q239 (+
= правая резьба /– = левая резьба) и вида фрезерования Q351
(+1 = попутное /–1 = встречное). В последующей таблицы
видите связь между параметрами ввода для инструментов
правово вращения.
Внутреняя
резьба
Шаг
резьбы
Вид
фрезерования
Направление
обработки
правая
+
+1(RL)
Z+
левая
–
–1(RR)
Z+
правая
+
–1(RR)
Z–
левая
–
+1(RL)
Z–
Наружная
(внешняя)
резьба
Шаг
резьбы
Вид
фрезерования
Направление
обработки
правая
+
+1(RL)
Z–
левая
–
–1(RR)
Z–
правая
+
–1(RR)
Z+
левая
–
+1(RL)
Z+