Дефиниция нормированного вектора, Допускаемые формы инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 161
HEIDENHAIN iTNC 530
161
5.4
Тр
ех
м
ер
н
а
я
к
о
ррекция
инстр
умента
(
ПО
-опция
2)
Дефиниция нормированного вектора
Нормированный вектор это математическая величина,
состовляющая 1 и имеющая любое направление. В случае LN-
предложений УЧПУ требует два нормированных вектора, один
для определения направленя нормали поверхности и ещё один
(опция), для определения направления ориентации инструмента.
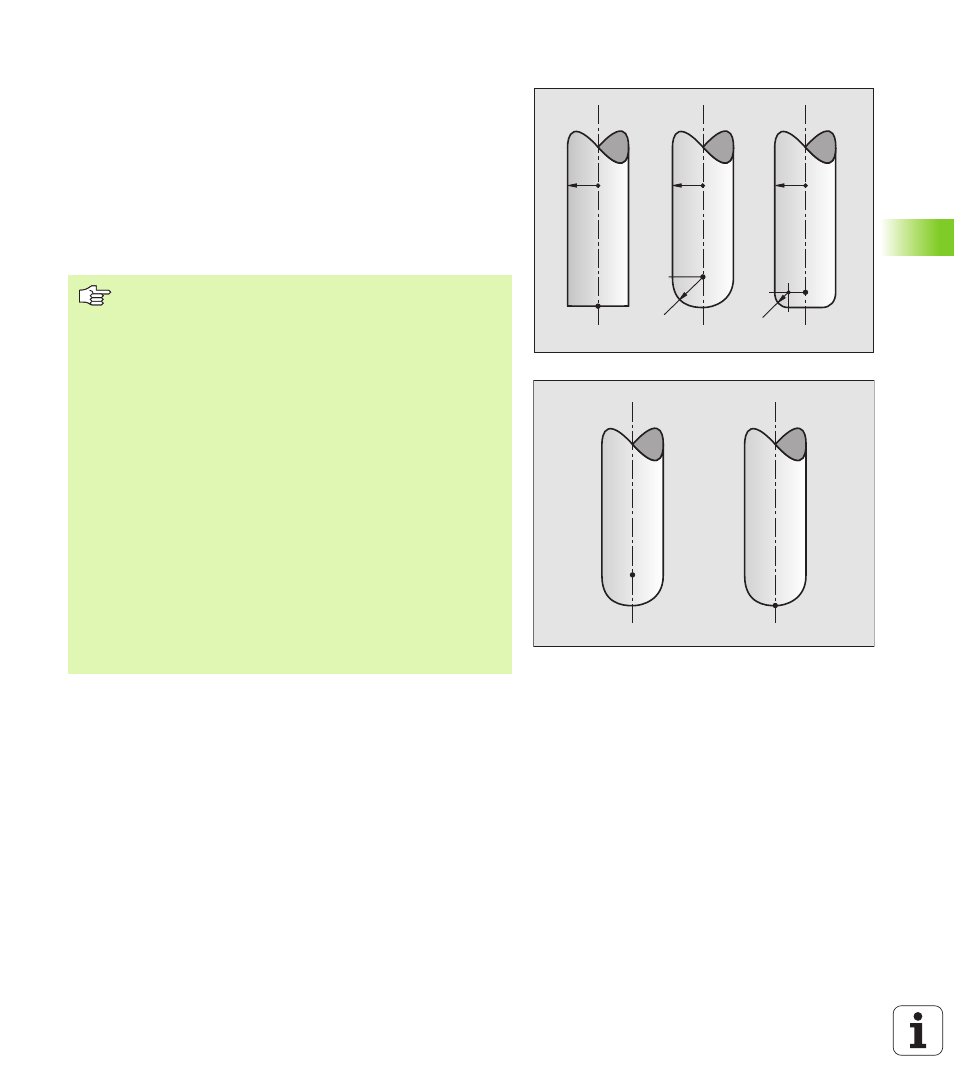
Направление нормали поверхности установлено компонентами
NX, NY и NZ. Она направлена в случае концевой и радиусной
фрезы перпендикулярно от поверхности загатовки к опорной
точке инструмента PT, в случае угловой радиусной фрезы через
PT‘ или PT (смотри рисунок справа вверху). Направление
ориентации инструмента установлено компонентами TX, TY и TZ
Допускаемые формы инструмента
Допускаемые формы инструментов (смотри рисунок справа
вверху) определяете в таблицы инструментов, использую
радиусы инструментов R и R2:
n
Радиус инструмента R: Расстояние от центра инструмента до
наружия инструмента
n
Радиус инструмента 2 R2: Радиус закругления от вершины
инструмента до наружия инструмента
Соотношение R к R2 определяет форму инструмента:
n
R2 = 0: Концевая фреза
n
R2 = R: Радиусная фреза
n
0 < R2 < R: угловая радиусная фреза
На основании этих данных расчитываются координаты для
опорной точки инструмента PT.
Координаты для позиции X,Y, Z и для нормали
поверхности NX, NY, NZ, и TX, TY, TZ, должны иметь ту
же самую последовательность в ЧУ-записи.
В LN-записи ввести всегда все координаты и все
нормали поверхности, даже если эти значения не
изменились по сравнении с предыдущим
предложением.
3D-коррекция с нормалей поверхности действительна
для координат по главным осям X, Y, Z.
Если сменяете инструмент с завышением размера
(положительное значение дельта), то УЧПУ выдаёт
сообщение об ошибках. Сообщение об ошибках можете
подавлять с помощью M-функции M107 (смотри
“Условия для ЧУ-предложений с векторами нормали
поверхности и 3D-коррекцией”, страница 155).
УЧПУ не предупреждает сообщением об ошибках, если
завышение размера инструмента привело бы к
повреждению контура.
Через параметр станка 7680 узнаете, исправила ли
система САПР длину инструмента через центр шара P
T
или южный полюс шара P
SP
(смотри рисунок справа).
P
T
R
R
R
R2
P
T
P
T
R2
P
T
'
P
T
P
SP