Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 355
HEIDENHAIN iTNC 530
355
8.4
Цик
л
ы
для
фрез
еров
ания
кар
м
анов
(
вые
м
ек
),
ца
п
ф
и
па
зо
в
U
U
U
U
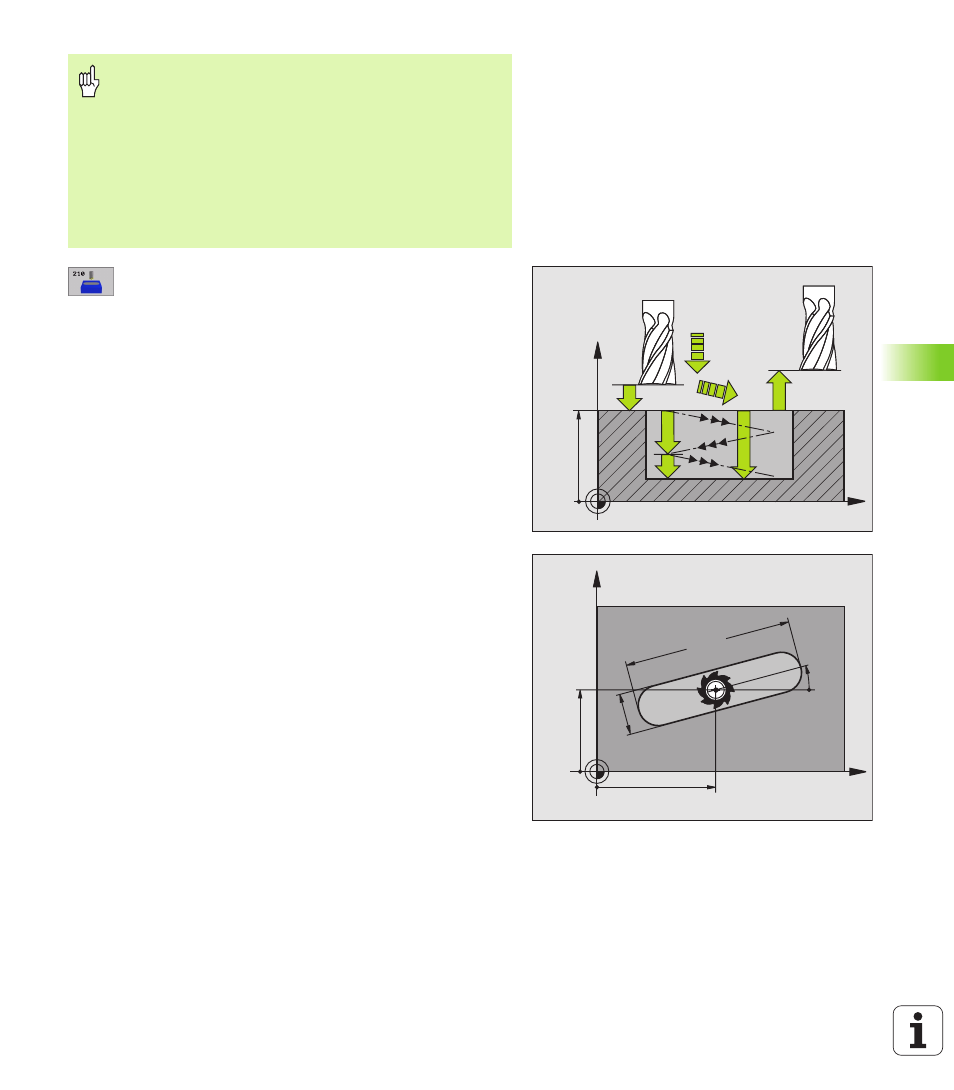
безопасное расстояние Q200 (инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
U
U
U
U
Глубина Q201 (инкрементно): Расстояние
поверхности загатовки – дна паза
U
U
U
U
Подача фезерования Q207: Скорость
перемещения инструмента при сверлении в мм/
мин
U
U
U
U
Глубина подвода Q202 (инкрементно): Размер,
на который инструмент подводится маятчиковым
движением на оси шпинделя вообщем
U
U
U
U
Обьём обработки (0/1/2) Q215: Определить
обьём обработки
0: Черновая и чистовая обработка
1: Только черновая обработка
2: Только чистовая обработка
U
U
U
U
Коорд. поверхности загатовки Q203
(абсолютно): Координата поверхности загатовки
U
U
U
U
2. Безопасное расстояние Q204 (инкрементно):
Z-координата, на которой не может произойти
столкновение инструмента с загатовкой
(зажимным приспособлением)
U
U
U
U
Центр 1-ой оси Q216 (абсолютно): Центр кармана
на главной оси плоскости обработки
U
U
U
U
Центр 2-ой оси Q217 (абсолютно): Центр кармана
на главной оси плоскости обработки
U
U
U
U
1. Длина бока Q218 (значение параллельно
главной оси плоскости обработки): Ввод более
длинного бока паза
U
U
U
U
2. Длина бока Q219 (значение параллельно
вспомогатоельгной оси плоскости обработки):
Ввести ширину паза; если вводите ширину паза
равну диаметру инструмента, то УЧПУ выполняет
только черновую обработку (фрезерование
продольного паза)
С помощью параметра станка 7441 бит 2 настроиваете,
должно ли УЧПУ выдавать сообщение об ошибках при
вводе положительной глубины (бит 2=1) или нет (бит
2=0).
Внимание опасность столкновения!
Учтите, что УЧПУ при положительно введенной
глубине реверсирует рассчет предпозиции.
Инструмент перемещается на оси инструментов на
ускоренном ходе на безопасное расстояние под
поверхность обрабатываемой детали!
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224