Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 318
318
8 Программирование: Циклы
8.3
Цик
л
ы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
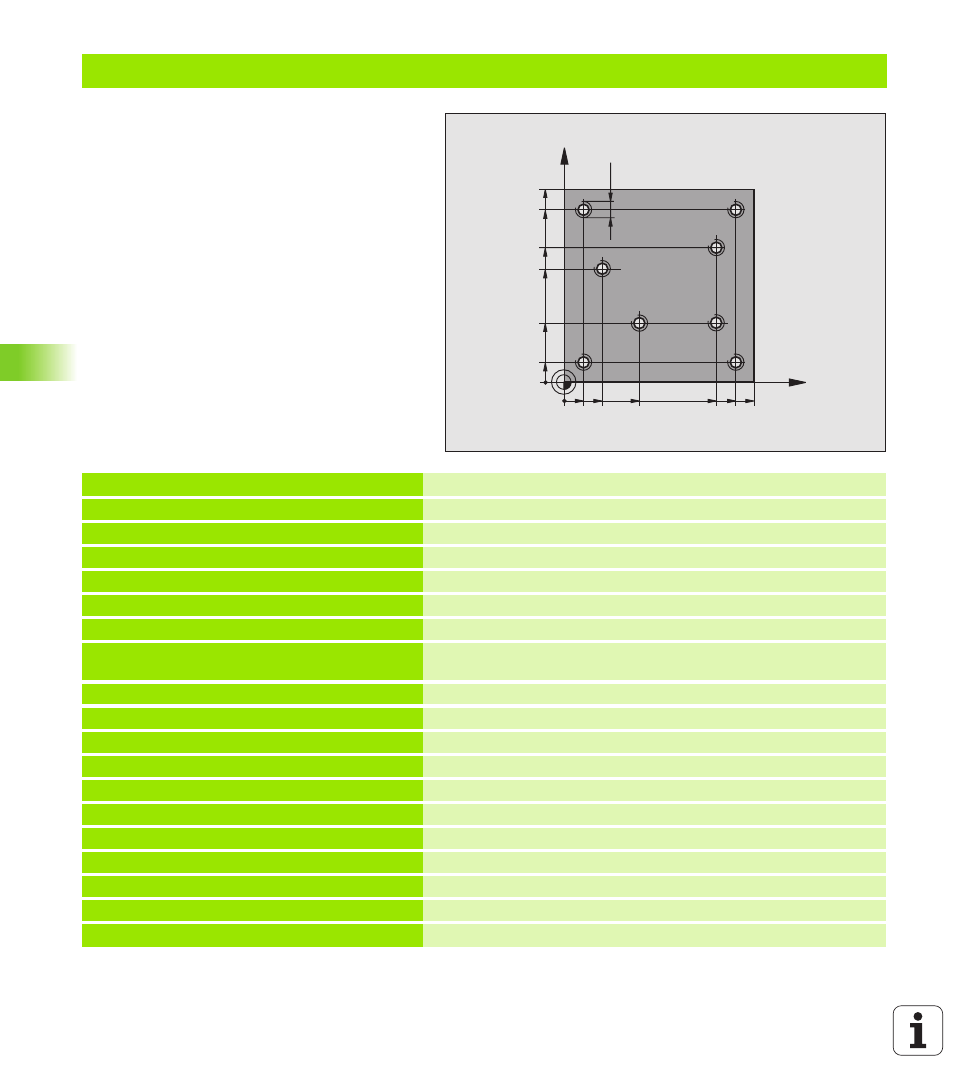
Пример: Циклы сверления в соединении с таблицой точек
Координаты сверления сохраняются в
таблицы точек TAB1.PNT и вызываются
УЧПУ с CYCL CALL PAT.
Радиусы инструментоы так избранны, что все
рабочие шаги видны в графике теста.
Прогон программы
n
Центрирование
n
Сверление
n
Нарезание внутренней резьбы
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Дефиниция загатовки
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL DEF 1 L+0 R+4
Определение инструмента центровое сверло
4 TOOL DEF 2 L+0 2.4
Определение инструмента сверло
5 TOOL DEF 3 L+0 R+3
Определение инструмента резбонарезатель
6 TOOL CALL 1 Z S5000
Вызов инструмента центровое сверло
7 L Z+10 RO F5000
Перемещение инструмента на безопасную высоту (F
программировать со значением,
УЧПУ позиционирует после каждого цикла на безопасную высоту
8 SEL PATTERN “TAB1“
Определение таблицы точек
9 CYCL DEF 200 СВЕРЛЕНИЕ
Определение цикла Центрирование
Q200=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q201=-2 ;ГЛУБИНА
Q206=150 ;F ПОДАЧА НА ГЛУБИНУ
Q202=2
;ГЛУБИНА ПОДВОДА
Q210=0
;F - ВРЕМЯ .НА ВЕРХУ
Q203=+0 ;КООРД.ПОВЕРХН.
Объязательно ввести 0, действует из таблицы точек
Q204=0
;2. БЕЗ.РАССТОЯНИЕ
Объязательно ввести 0, действует из таблицы точек
Q211=0.2 ;ВРЕМЯ ПРЕБЫВАНИЯ ВНИЗУ
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6