Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 178
178
6 Программирование: программирование контуров
6.2
Основы
к
фу
н
кц
и
я
м
траект
ории
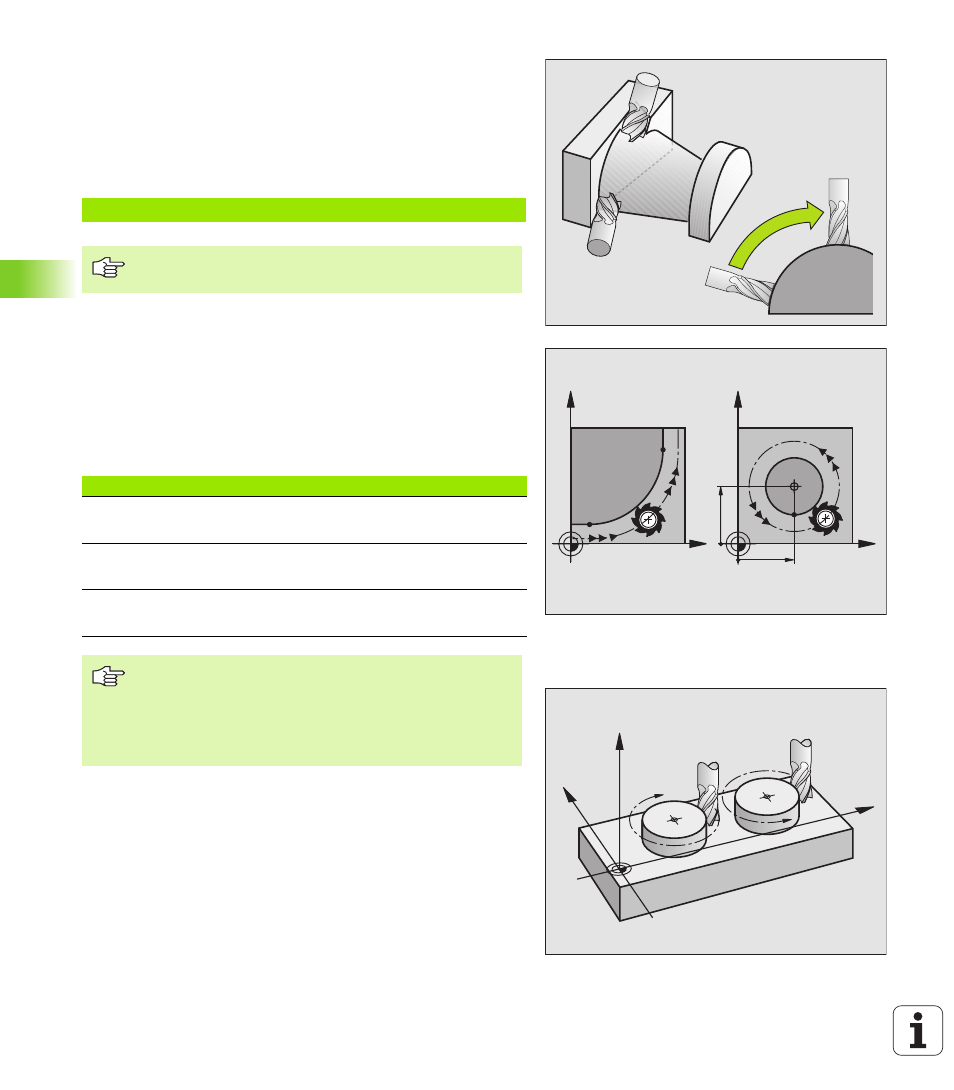
Ввод больше чем трёх координат
УЧПУ может управлять одновременно до 5 осями. (ПО-опция) В
случае обработки с 5 осьями перемещаются на пример 3
линейные и 2 оси вращения одновременно.
Программа обработки для такой обработки поставляется обычно
системой САПР и не может составляться на станке.
Пример:
Окружности и дуги окружности
В случае круговых движений УЧПУ перемещает оси станка
одновременно: Инструмент перемещается относительно к
загатовке по круговой траектории. Для круговых движений можете
ввести центр окружности CC.
С помощью функций траектории для дуг окружности
программируете круги на главных плоскостях: Главную плоскость
следует определять при вызове инструмента TOOL CALL с
установлением оси шпинделя:
Направление вращения DR при круговых движениях
Для круговых движений без тангенциального перехода к другим
элементам контура введите направление вращения DR:
Вращение по часовой стрелке DR–
Вращение против часовой стрелки: DR+ DR+
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
Движение больше чем 3 осей не поддерживается
графически УЧПУ.
Ось шпинделя
Главная плоскость
Z
XY, также
UV, XV, UY
Y
ZX, также
WU, ZU, WX
X
YZ, также
VW, YW, VZ
Окружности, не лежащие параллельно к главной
плоскости, программируете также с помощью функции
“Наклонение плоскости обработки ”(смотри
“ПЛОСКОСТЬ ОБРАБОТКИ (цикл 19, ПО-опция 1)”,
страница 428) или с помощью Q-параметров (смотри
“Принцип и обзор функций”, страница 482).
X
Y
X
Y
CC
X
CC
Y
CC
CC
CC
DR–
DR+
X
Z
Y