Линия контура (цикл 25), 25 линия контура, 6 sl- цик л ы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 381
HEIDENHAIN iTNC 530
381
8.6 SL-
цик
л
ы
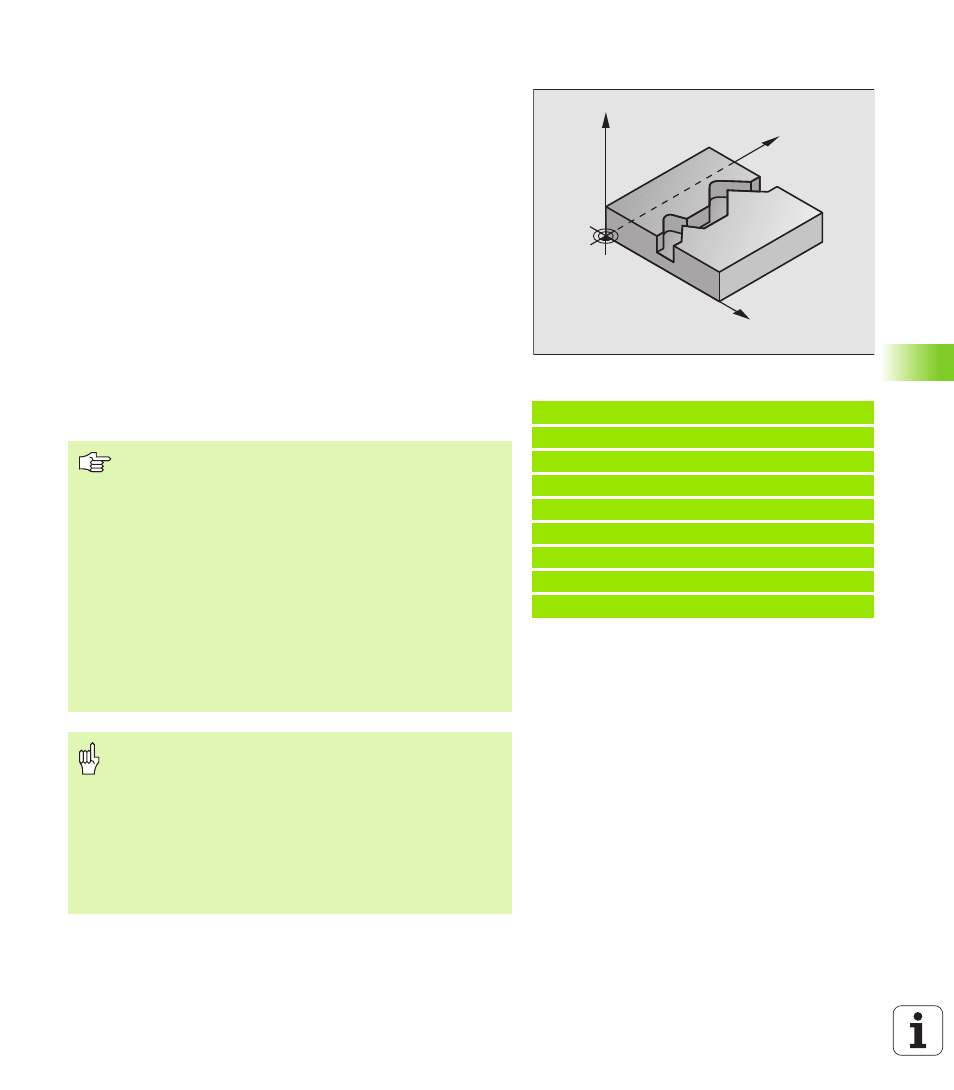
ЛИНИЯ КОНТУРА (цикл 25)
С помощью этого цикла можна обрабатывать вместе с циклом 14
КОНТУР –«открытые» контуры: Начало контура и его конец не
совподают друг с другом.
Цикл 25 ЛИНИЯ КОНТУРА предоставляет значительные
преимущества по сравнении с обработкой разомкнутых контуров
с предложениями позиционирования:
n
УЧПУ контролирует обработку на появление затыловочных
резаний и повреждений контура. Проверка контура с помощью
тестовой графики
n
Если радиус инстумента слишком большой, то следует
дополнительно обрабатывать контур на внутренних углах
n
Обработку можно выполнять непрерывно попутным или
встречным движением. Вид фрезерования даже сохраняется,
если контуры симметрически отражаются
n
В случае нескольких подводов УЧПУ может несколько раз
перемещать инструмент туда и обратно: Дополнительно
сокращается время обработки.
n
Можете ввести припуски, чтобы несколькими проходами
выполнять черновую и чистовую обработку
Пример: ЧУ-предложения
62 CYCL DEF 25.0 ЛИНИЯ КОНТУРА
Q1=-20
;ГЛУБИНА ФРЕЗЕРОВАНИЯ
Q3=+0
;ПРИПУСК СТОРОНА
Q5=+0
;КООРД.ПОВЕРХНОСТИ
Q7=+50
;БЕЗОПАСНАЯ ВЫСОТА
Q10=+5
;ГЛУБИНА ПОДВОДА
Q11=100
;ПОДАЧА НА ГЛУБИНУ
Q12=350
;ПОДАЧА ФРЕЗЕРОВАНИЯ
Q15=-1
;ВИД ФРЕЗЕРОВАНИЯ
Y
X
Z
Обратите внимание перед программированием
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете Глубину
= 0, то УЧПУ не выполняет цикла.
УЧПУ учитывает первую метку (Label) из цикла 14
КОНТУР.
Память для SL-цикла ограничена. Можете в одном SL-
цикле программировать нпр. максимально 1024
предложений прямых.
Цикл 20 ДАННЫЕ КОНТУРА не требуются.
Программированные непосредственно после цикла 25
в состовном размере позиции относятся к положению
инструмента в конце цикла.
Внимание опасность столкновения!
Для избежания возможных столкновений:
n
Не программировать непосредственно после цикла
25 в состовном размере позиции относятся к
положению инструмента в конце цикла.
n
На всех главных осях подвести к определенной
(абсолютной) позиции, так как позиция инструмента
не совподает в конце цикла с положением в начале
цикла.