Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422)
Страница 304
304
8 Программирование: Циклы
8.3
Цик
л
ы
для
св
ер
л
е
ния
, нарез
а
ния
вну
тренней
резьбы
и
фрез
еров
ания
резьбы
U
U
U
U
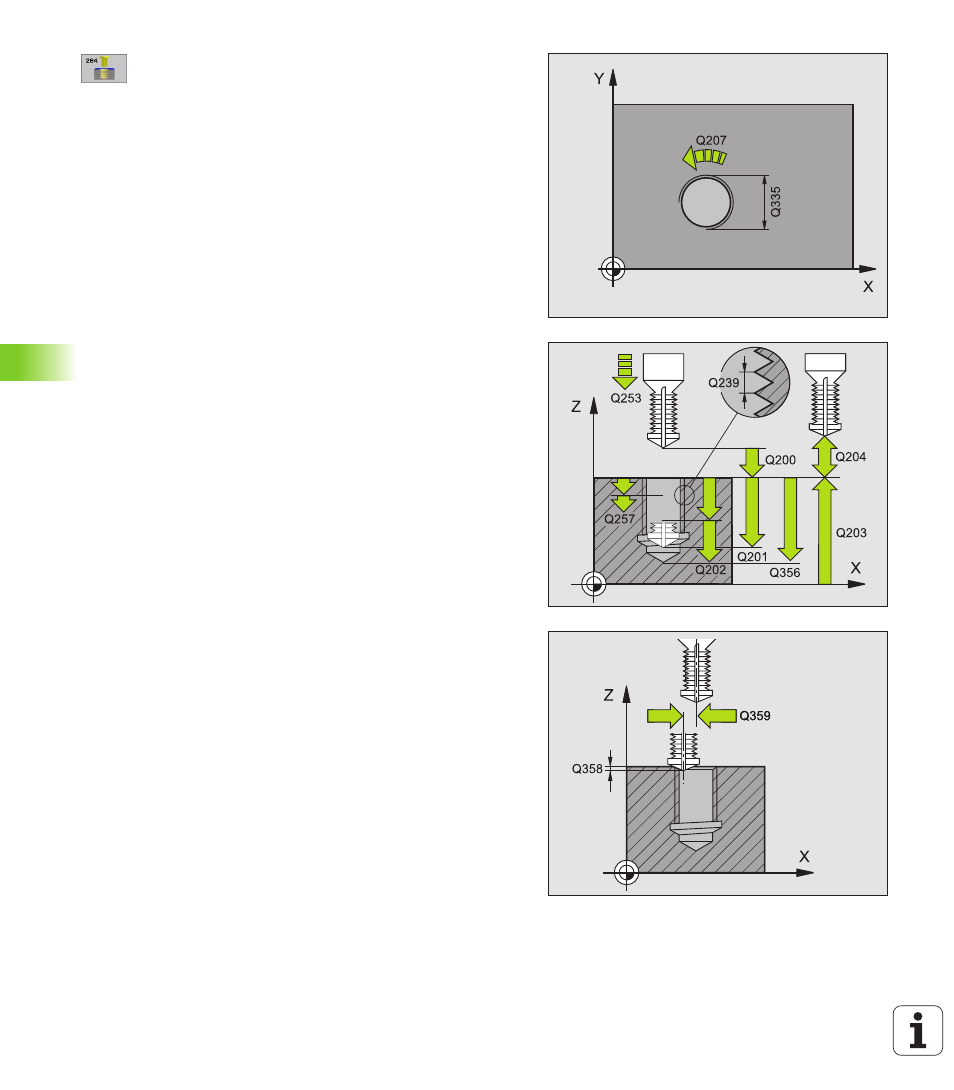
Заданный диаметр Q335: Номинальный диаметр
резьбы
U
U
U
U
Шаг резьбы Q239 Шаг резьбы. Знак числа
определяет правую или левую резьбу:
+= правая резьба
– = левая резьба
U
U
U
U
Глубина резьбы Q201 (инкрементно): Расстояние
между поверхностью загатовки и дном резьбы
U
U
U
U
Глубина сверления Q356: (инкрементно):
Расстояние поверхности загатовки от дна
сверления
U
U
U
U
Подача предпозиционирования Q253: Скорость
перемещения инструмента при врезании в
загатовку или или при выводе из загатовки в мм/
мин
U
U
U
U
Вид фрезерования Q351: Вид обработки
фрезерованием при M03
+1 = фрезерование попутное
–1 = фрезерование поперечное
U
U
U
U
Глубина подвода Q202 (инкрементно): Размер,
на который каждый раз инструмент подводится.
Глубина не объязательно является
многократностью глубины подвода. УЧПУ
перемещаестя одним рабочим ходом на глубину
если:
n
Глубина подвода и глубина равны друг другу
n
Глубина подвода больше глубины
U
U
U
U
Расстояние опережения на верху Q258
(инкрементно): Безопасное расстояние для
позиционирования на ускоренном ходе, если
УЧПУ перемещает инструмент после вывода из
отверстия обратно на актуальную глубину
подвода
U
U
U
U
Отвод при ломании стружки Q257
(инкрементно): Подвод, после которого УЧПУ
проводит ломание стружки. Нет ломания стружки,
если Вы ввели 0.
U
U
U
U
Отвод при ломании стружки Q256
(инкрементно): Значение, на которое УЧПУ
отводит инструмент при ломании стружки
U
U
U
U
Глубина торцовая сторона Q358 (инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки при торцовом
зенковании
U
U
U
U
Смещение зенкование торцовая сторона Q359
(инкрементно): Расстояние, на которое УЧПУ
смещает центр инструмента из центра отверстия