5 наклон плоскости обработки (по-опция 1), Применение, способ работы – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 60
60
2 Ручное управление и наладка
2.
5
На
кл
о
н
пл
о
с
ко
ст
и
об
р
а
б
о
тк
и
(
ПО
-оп
ция
1
)
2.5 Наклон плоскости обработки
(ПО-опция 1)
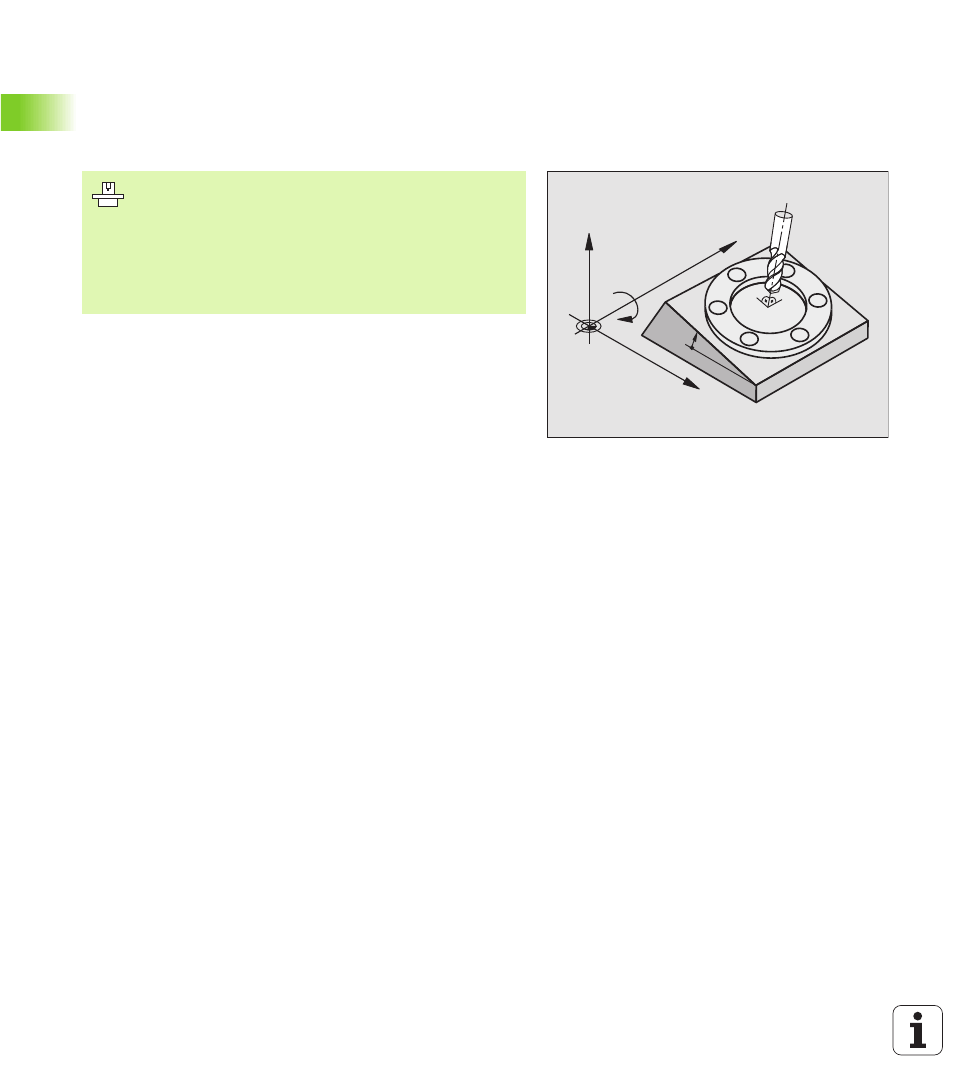
Применение, способ работы
ЧПУ поддерживает наклонение плоскостей обработки на станках
с качающейся головкой а также с поворотными столами.
Типичные применения это нпр. наклонные скважины или
лежащие наклонно в пространстве контуры. Плоскость обработки
наклоняется при этом всегда вокруг активной нулевой точки. Как
всегда, обработка программируется на главной плоскости (нпр. X/
Y-плоскость), однако выполняется на той плоскости, котороя
наклоняется к главной плоскости.
Для наклона плоскости обработки находятся две функции в
распоряжении:
n
Мануальный наклон с помощью программируемой клавиши 3D
ROT в режимах работы Ручное управление и Эл. маховичок,
смотри “Активировать ручное наклонение”, страница 64
n
Управляемый наклон, цикл G80 ПЛОСКОСТЬ ОБРАБОТКИ в
программе обработки (смотри “ПЛОСКОСТЬ ОБРАБОТКИ (цикл
Функции ЧПУ для “Наклона плоскости обработки ” это функции
преобразования координат. При этом плоскость обработки
находится всегда вертикально к направлении оси инструмента.
Принципиально ЧПУ различает при наклоне плоскости обработки
два типа станков:
n
Станок с поворотным столом
n
Вы должны привести загатовку путём соответственного
позиционироваиня поворотного стола нпр. с помощью G0-
предложения, в желаемое положение обработки
n
Положение преобразованной оси инструмента относительно
постоянной системы координат станка не изменяется. Если
Вы поворочиваете стол– то есть загатовку –нпр. на 90°, то
система координат не поворочивается вместе с ним. Если в
режиме работы Ручное управление нажмите клавишу
направления оси Z+, то инструмент перемещается в
направлении Z+
n
ЧПУ учитывает для расчёта преобразованной системы
координат только механически обусловленные смещения
данного поворотного стола –так называемые
“трансляционные ”участки
Функции для наклона поверхности обработки
приспособливаются производителем к УЧПУ и к станку.
В случае определённых поворотных головок
(поворотных столов) производитель станка определяет,
как интерпретируются УЧПУ программированные углы:
как координаты осей вращения или угловые компоненты
наклонённой поверхности. Обратите внимание на
информацию в инструкции обслуживания станка.
X
Z
Y
B
10°