12 управление палетами, Применение – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 122
122
4 Программирование: Основы, управление файлами, помощь при программировании, управление палетами
4.
1
2
У
п
равл
ен
ие
па
л
е
та
м
и
4.12 Управление палетами
Применение
Таблицы палет применяются в обрабатывающих центрах вместе
с устройствами смены палет: Таблица палет вызывает для
разных палет принадлежащие программы обработки и
акитивирует перемещения нулевой точки или таблицы нулевых
точек.
Можете использовать таблицы палет для отработки друг за
другом разных программ с разными опорными точками.
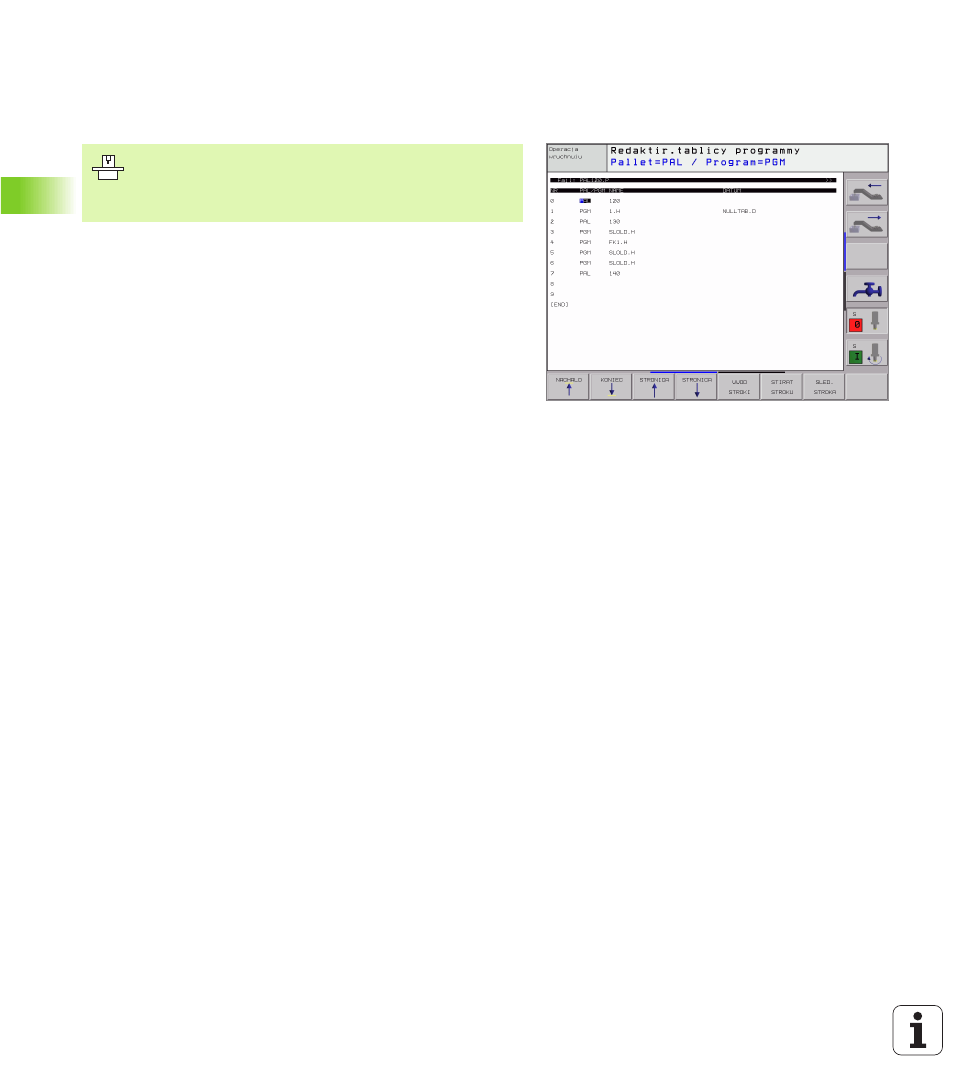
Таблицы палет содержат следующие сведения:
n
PAL/PGM (занесение объязательно требуется):
Обозначение палета или ЧУ-программа (с помощью клавиши
ENT или NO ENT выбирать)
n
NAME (занесение объязательно требуется):
Имя палеты или имя программы. Имена палет определяет
производитель станков (соблюдать информацию инструкции
станка). Имена программ должны сохраняться в том же самом
списке как и таблицы палет, в другом случае Вы вынуждены
вводить полное название тракта программы.
n
DATUM (занесение на выбор):
Имя таблицы нулевых точек. Таблицы нулевых точек должны
сохранятся в том же самом списке как и таблицы палет, в
другом случае Вы вынуждены вводить полное название
таблицы нулевых точек. Нулевые точки из таблицы нулевых
точек активируете в ЧУ-программе с помощью цикла G53
ПЕРЕМЕЩЕНИЕ НУЛЕВОЙ ТОЧКИ
n
X, Y, Z (занесение на выбор, другие оси возможны):
В случае названий палет, программированные координаты
относятся к нулевой точке станка. В случае ЧУ-программ
программированные координаты относятся к нулевой точке
палет. Эти занесения переписывают опорную точку, которую Вы
установили в последнем в режиме работы Ручное управление.
С помощью дополнительной функции M104 можете
активировать последнюю установленную опорную точку. С
помощью клавиши “Приём фактического положения ”, УЧПУ
высвечивает окно, в котором можете занести разные точки в
качестве опорных точек (смотри следующую таблицу)
Управление палетами это функция зависящая от
станка. Ниже описывается стандартный обьём
функции. Обратите кроме того внимание на
информацию в инструкции облуживания станка.