2 данные инструмента, 2 д а нн ые ин стр у мен та 5.2 данные инструмента, Условия для выполнения коррекции инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 141: Номер инструмента, имя инструмента, Длина инструмента l
HEIDENHAIN iTNC 530
141
5.
2
Д
а
нн
ые
ин
стр
у
мен
та
5.2 Данные инструмента
Условия для выполнения коррекции
инструмента
Как правило программируете координаты движений по
траектории так, как проставлены размеры инструмента на
чертеже. Для того, чтобы УЧПУ могло провести расчёт траектории
центра инструмента, значит могло провести коррекцию
инструмента, Вы должны ввести длину и радиус для каждого
применяемого инструмента.
Можете вводить данные инструментов или с помощью функции
G99 непосредственно в программе или отдельно в таблицах
инструментов. Если вводите данные инструментов в таблицы, то
предовствляются в распоряжение другие специфические для
инструментов сведения. УЧПУ учитывает все введённые данные,
если программа обработки выполняется.
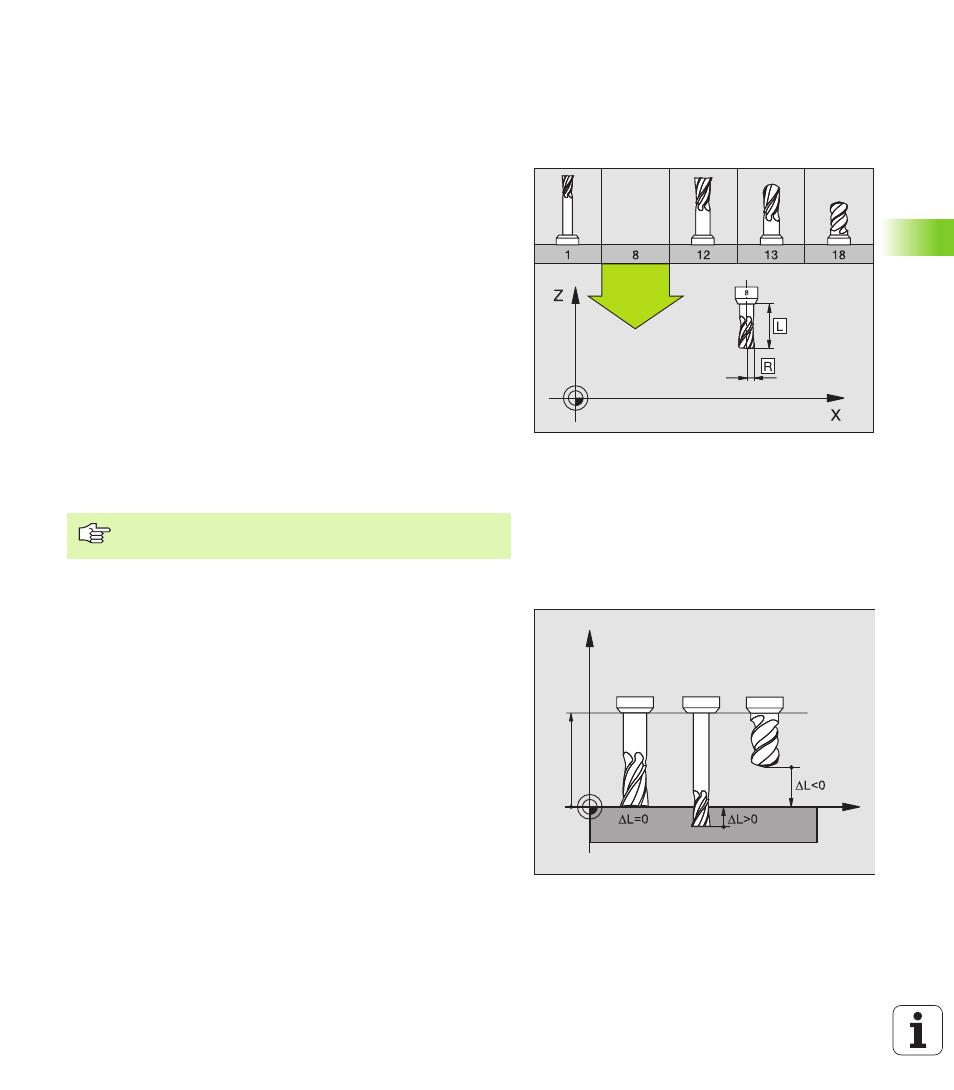
Номер инструмента, имя инструмента
Каждый инструмент обозначен номером от 0 до 254. Если оператор
работает с таблицами инструментов, то может он пользоваться
высшими номерами и дополнительно присуждать названия
инструментов.
Инструмент с номером 0 опеределен как нулевой инструмент
длиной L=0 и с радиусом R=0.
Длина инструмента L
Длину инструмента L можете определять двумя способами:
Разница длины инструмента и длины нулевого
инструмента L0
Знак числа:
Определить длину:
U
U
U
U
Переместить нулевой инструмент на опорную позицию на оси
инструментов (нпр. поверхность загатовки с Z=0)
U
U
U
U
Занулить индикацию оси инструментов (установление опорной
точки)
U
U
U
U
Сменить следующий инструмент
U
U
U
U
Переместить инструмент на ту же базовую позицию как и
нулевой инструмент
U
U
U
U
Индикация оси инструментов показывает разницу длины
инструмента по сравнении с нулевым инструментом
U
U
U
U
Перенести значение с помощью клавиши “Приём фактического
положения ” к G99-записи или в таблицу инструментов
Определите в таблицы инструментов инструмент T0
также с L=0 и R=0.
L>L0:
Инструмент длиннее чем нулевой инструмент
L<L0:
Инструмент короче чем нулевой инструмент
Z
X
L
0