Закругление уголков g25, Примыканием к предыдущему и последующему, Элементу контура – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 179
HEIDENHAIN TNC iTNC 530
179
6.
4
Д
виж
ен
и
я
по
тра
ек
тори
и
–
п
р
я
м
о
у
го
л
ь
ны
е
к
оор
д
и
н
аты
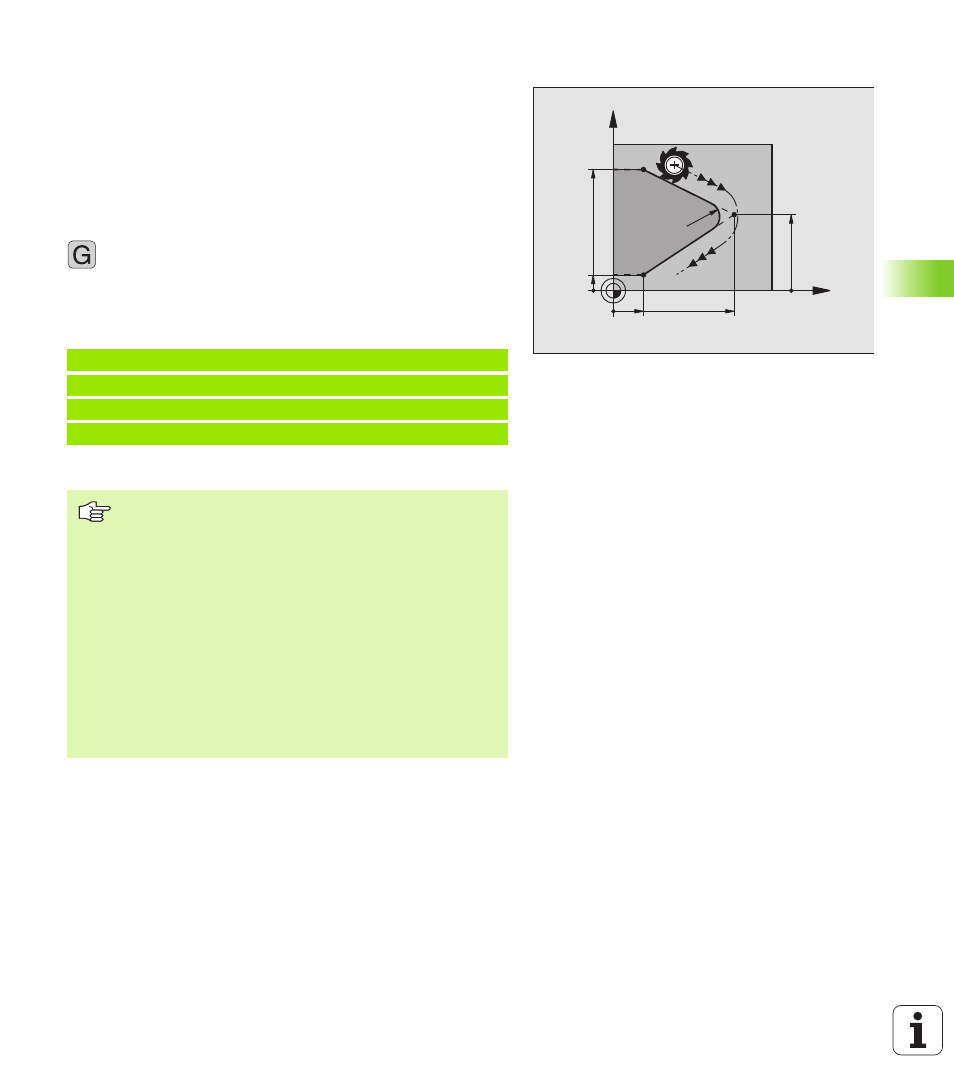
Закругление уголков G25
Функция G25 закругляет углы контура.
Инструмент перемещается по круговой траектории,
примыкающей тангенциально так к предыдущему как и
последующему элементу контура.
Окружность закругления должно выполняться с помощью
вызванного инструмента.
Программирование
U
U
U
U
радиус закругления: Радиус дуги окружности
Если требуется:
U
U
U
U
Подача F (воздействует только в G25-
предложении)
ЧУ-записи в качестве примера
N50 G01 G41 X+10 Y +40 F300 M3 *
N60 X+40 Y+ 25 *
N70 G25 R5 F100 *
N80 X+10 Y+ 5 *
Предыдущий и последующий элемент контура должен
содержать обе координаты плоскости, на которой
производится скругление углов. Если обрабатываете
контур без коррекции радиуса инструмента, то Вы
должны программировать обе координаты плоскости
обработки.
Угловая точка не наезжается.
Программированная в G25-записи подача
воздействует только в этой G25-записи. Потом
действует снова программированная перед G25-
записью подача.
Запись G25 можно использовать для мягкого подвода
к контуру, смотри “Тангенциальный подвод и отвод”,
X
Y
40
40
R5
5
10
25
25