Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 452
452
10 Программирование: Q-параметры
1
0.
1
0
Пр
и
м
е
р
ы
п
р
ог
ра
м
миров
а
н
ия
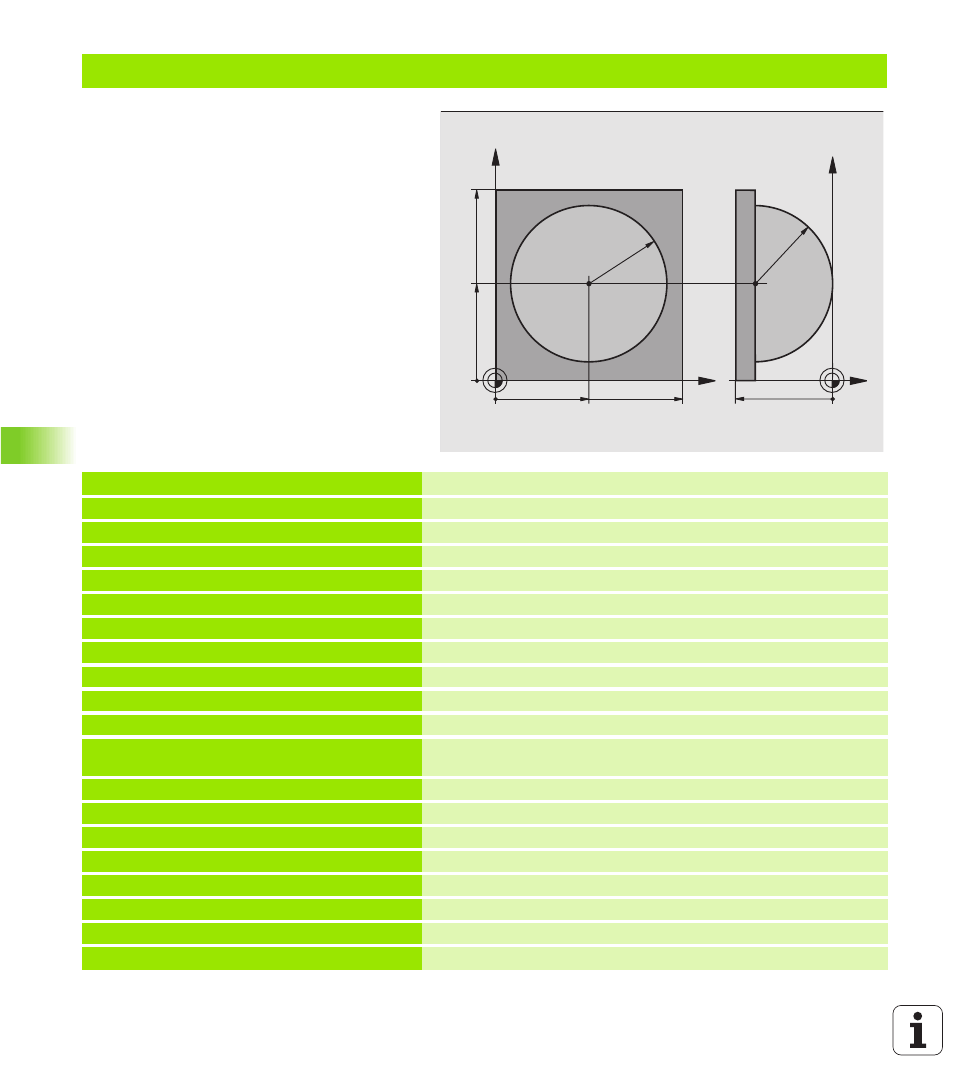
Пример: Пример: выпуклый шар с помошью концевой фрезы
Прохождение программы
n
Программа сработает только с применением
концевой фрезы
n
Контур шара создаётся с помощью многих
небольших отрезков прямой (Z/X-плоскость,
определяемой через Q14). Чем меньше
установлен шаг угла, тем более гладким
булет контур.
n
Количество резаний по контуру определяется
с помошью шага угла на плоскости (через
Q18)
n
Шар фрезеруется 3D-резанием снизу на верх
n
Радиус инструмента корригируется
автоматически
%ШАР G71 *
N10 D00 Q1 P01 +5 0 *
Центр X-оси
N20 D00 Q2 P01 +5 0 *
Центр Y-оси
N30 D00 Q4 P01 +9 0 *
Угол старта пространство (плоскость Z/X)
N20 D00 Q5 P01 +0 *
Конечный угол пространство (плоскость Z/X)
N20 D00 Q14 P01 + 5 *
Шаг угла в пространстве
N60 D00 Q6 P01 +4 5 *
Радиус шара
N10 D00 Q8 P01 +0 *
Угол старта углового положения на плоскости X/Y
N80 D00 Q9 P01 +3 60 *
Kонечный угол углового положения на плоскости X/Y
N90 D00 Q18 P01 + 10 *
Шаг угла на плоскости X/Y для черновой обработки
N100 D00 Q10 P01 + 5 *
Припуск радиуса шара для черновой обработки
N110 D00 Q11 P01 + 2 *
Безопасное расстояние для предпозиционирования на оси
шпинделя
N120 D00 Q12 P01 + 350 *
Подача фрезерования
N130 G3 0 G1 7 X+0 Y+0 Z-50 *
Дефиниция загатовки
N140 G3 1 G9 0 X+100 Y+ 100 Z+ 0 *
N150 G9 9 T1 L+0 R+7,5 *
Определение инструмента
N160 T1 G17 S400 0 *
Вызов инструмента
N170 G0 0 G4 0 G90 Z+ 250 *
Свободный ход инструмента
N180 L10,0 *
Вызов обработки
N190 D00 Q10 P01 + 0 *
Возврат припуска
X
Y
50
100
100
Z
Y
-50
R45
50
R
45