Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 378
378
8 Программирование: Циклы
8.
9
Ци
кл
ы
для
ф
р
езер
о
в
ан
ия
п
о
вер
х
н
о
стей
U
U
U
U
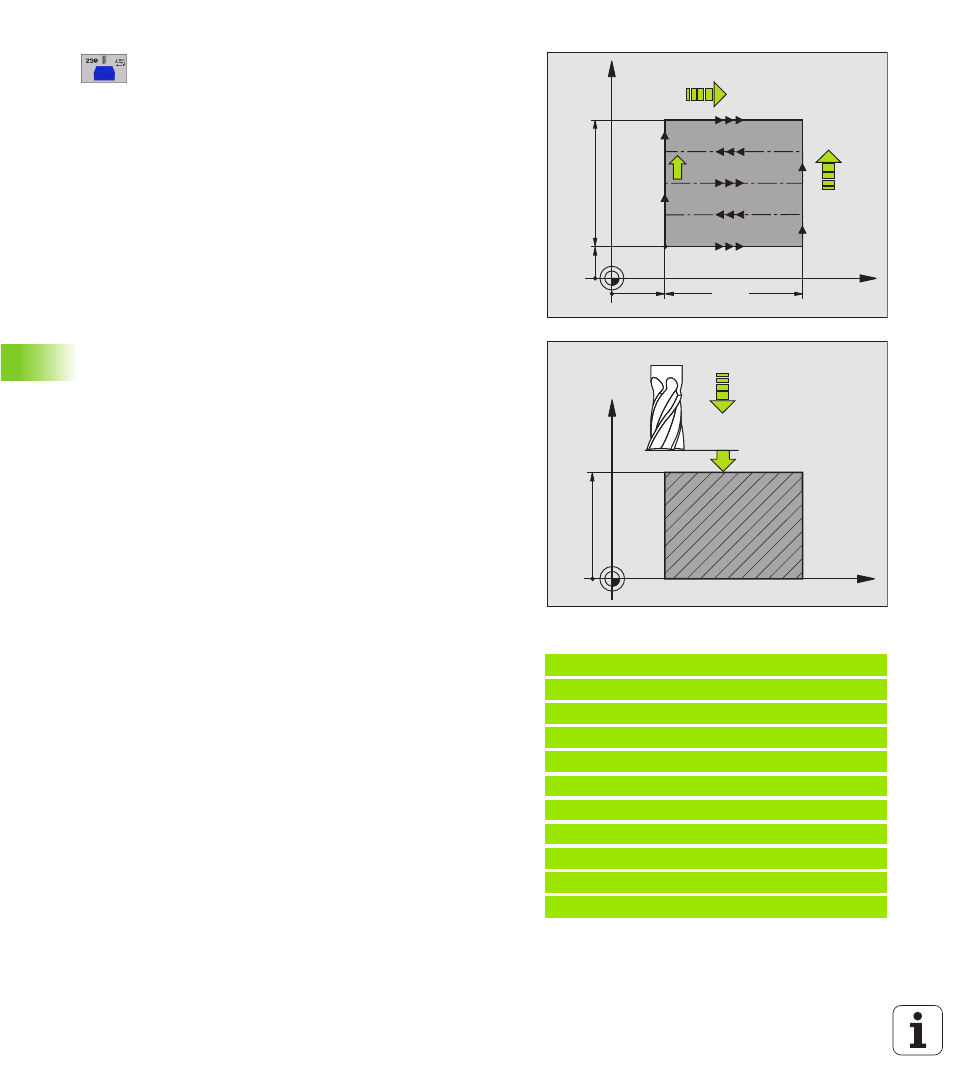
Точка старта 1-ой оси Q225 (абсолютно):
Координата мин-точки фрезерованной
поверхности на главной оси плоскости обработки
U
U
U
U
Точка старта 2-ой оси Q226 (абсолютно):
Координата мин-точки фрезерованной
поверхности на вспомогательной оси плоскости
обработки
U
U
U
U
Точка старта 3-ой оси Q227 (абсолютно): Высота
на оси шпинделя, на которой фрезеруется
поверхности
U
U
U
U
1. Длина бока Q218 (инкрементно): Длина
фрезерованной плоскости на главной оси
плоскости обработки, относительно точки старта
1-ой оси
U
U
U
U
2. Длина бока Q219 (инкрементно): Длина
фрезерованной плоскости на вспомогательной
оси плоскости обработки, относительно точки
старта 2-ой оси
U
U
U
U
Количество проходов Q240: Количество строк,
по которым УЧПУ должно перемещать инструмент
на ширине
U
U
U
U
Подача подвода на глубину Q206: скорость
перемещения инструмента при перемещении с
безопасного расстояния на глубину фрезерования
в мм/мин
U
U
U
U
Подача фезерования Q207: Скорость
перемещения инструмента при сверлении в мм/
мин
U
U
U
U
Подача поперечно Q209: Скорость перемещения
инструмента при перемещении на следующую
строку в мм/мин; если врезаете поперечно в
материал, то Q209 ввести меньше Q207; если
перемещаете поперечно вне материала, то Q209
допускается больше Q207
U
U
U
U
безопасное расстояние Q200 (инкрементно):
между вершиной инструмента и глубиной
фрезерования для позиционирования в начале и в
конце цикла
Пример: ЧУ-запись
N7 1 G2 30 ФРЕЗЕРОВАНИЕ ПОВЕРХНОСТЕЙ
Q225= +10 ;ТОЧКА СТАРТА 1 .ОСИ
Q226= +12 ;ТОЧКА СТАРТА 2 .ОСИ
Q227= +2.5 ;ТОЧКА СТАРТА 3 .ОСИ
Q218= 150 ;1. ДЛ ИНА БОКА
Q219= 75
;2. ДЛ ИНА БОКА
Q240= 25
;КОЛ ИЧЕСТВО ПРОХОДОВ
Q206= 150 ;ПОД АЧА НА ГЛУБИНУ
Q207= 500 ;ПОД АЧА ФРЕЗЕРОВАНИЯ
Q209= 200 ;ПОД АЧА ПОПЕ РЕЧНО
Q200= 2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
X
Y
Q226
Q225
Q219
Q218
Q207
Q209
N = Q240
X
Z
Q200
Q227
Q206