7 s l -цик л ы гр у ппа ii – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 357
HEIDENHAIN iTNC 530
357
8.
7 S
L
-цик
л
ы
гр
у
ппа
II
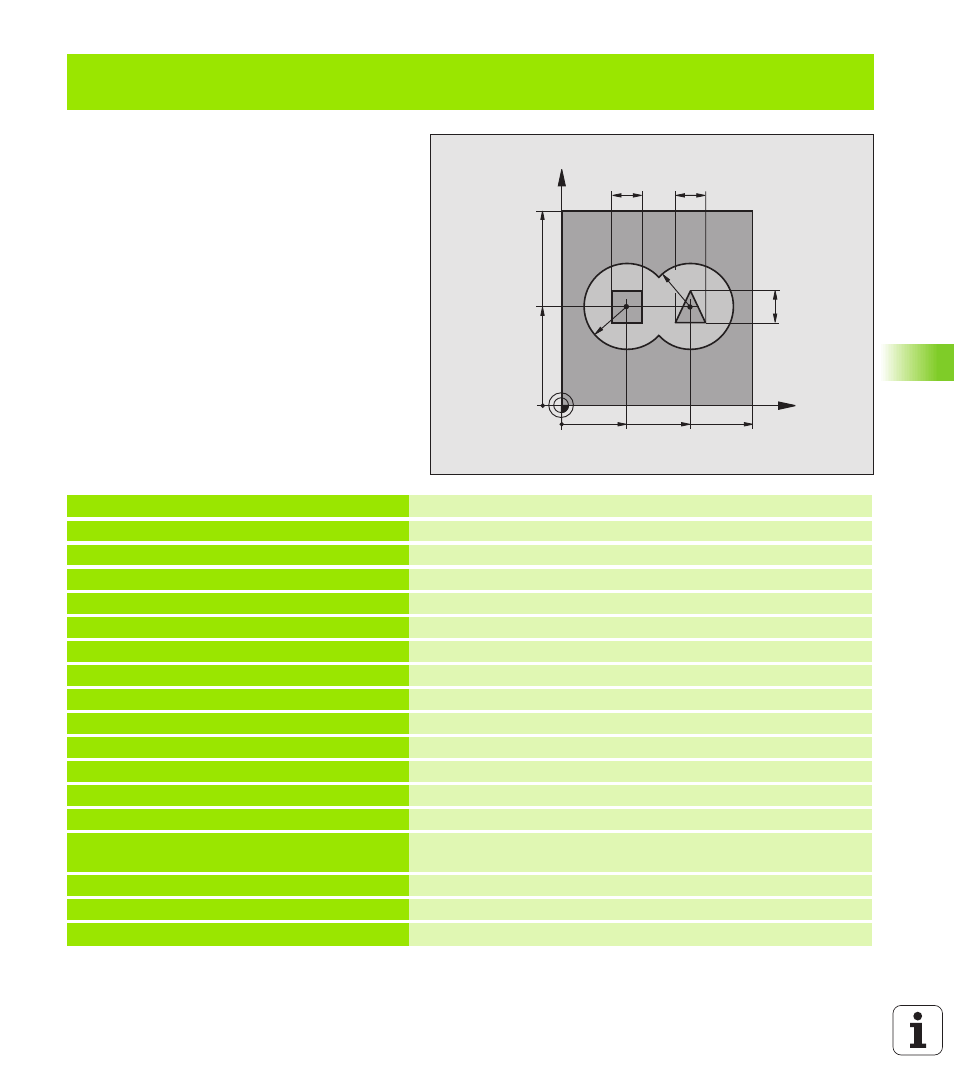
Пример: Пример: предсверление, черновая и чистовая обработка
накладывающихся на себя контуров
%C21 G71 *
N10 G30 G17 X+0 Y+ 0 Z- 40 *
Дефиниция загатовки
N20 G31 G90 X+10 0 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Определение инструмента сверло
N40 G99 T2 L+0 R+6 *
Дефиниция инструмента черновая/чистовая обработка
N50 T1 G17 S 4000 *
Вызов инструмента сверло
N60 G00 G40 G90 Z+250 *
Свободный ход инструмента
N70 G37 P01 1 P02 2 P03 3 P0 4 4 *
Определить подпрограммы контура
N80 G120 ДАННЫЕ КОНТУРА
Определить общие параметры обработки
Q1 =-20
;ГЛ УБИНА ФРЕЗЕРОВАНИЯ
Q2 =1
;ПЕРЕ КРЫТИЕ ТРАЕКТОРИИ
Q3 =+0
;ПРИПУСК СТОРОНА
Q4 =+0
;ПРИПУСК ГЛУБИНА
Q5 =+0
;КООРД .ПОВЕРХНОСТИ
Q6 =2
;БЕЗОПАСНОЕ
РАССТОЯНИЕ
Q7 =+10 0
;БЕЗОПАСНАЯ ВЫСОТА
Q8 =0.1
;РАД ИУС ЗАКРУГЛЕНИЯ
Q9 =-1
;НАПРАВЛЕНИЕ ВРАЩЕНИЯ
X
Y
35
50
100
100
16
16
R2
5
65
16
R
25