Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 278
278
8 Программирование: Циклы
8.
3
Ци
кл
ы
для
св
ер
л
е
н
и
я
,
на
р
е
за
н
и
я
вн
ут
р
е
н
н
ей
ре
зь
б
ы
и
ф
р
езер
о
в
ан
ия
ре
зь
б
ы
U
U
U
U
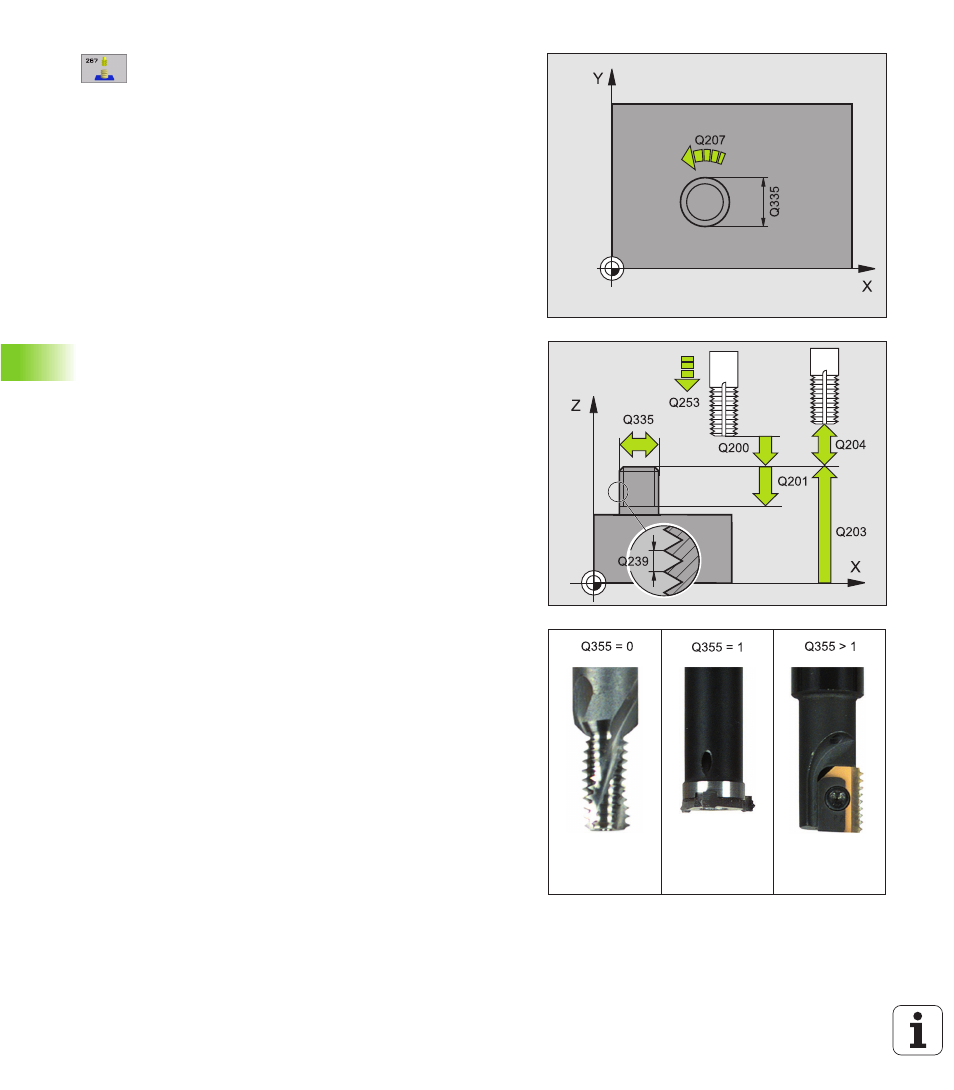
Заданный диаметр Q335: Номинальный диаметр
резьбы
U
U
U
U
Шаг резьбы Q239 Шаг резьбы. Знак числа
определяет правую или левую резьбу:
+= правая резьба
– = левая резьба
U
U
U
U
Глубина резьбы Q201 (инкрементно): Расстояние
между поверхностью загатовки и дном резьбы
U
U
U
U
Дополнительная обработка Q355: Количество
витков резьбы, на которое смещается инструмент,
смотри рисунок справа внизу
0 = винтовая линия на глубину резьбы
1 = непрерывная винтовая линия по всей длине
резьбы
>1 = несколько Helix-траекторий с подводом и
отводом, между ними УЧПУ смещает инструмент
на Q355 умножить на шаг
U
U
U
U
Подача предпозиционирования Q253: Скорость
перемещения инструмента при врезании в
загатовку или или при выводе из загатовки в мм/
мин
U
U
U
U
Вид фрезерования Q351: Вид обработки
фрезерованием при M03
+1 = фрезерование попутное
–1 = фрезерование поперечное