Глубокое сверление (цикл g83), Без автоматического, Предпозиционирования – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 236
236
8 Программирование: Циклы
8.
3
Ци
кл
ы
для
св
ер
л
е
н
и
я
,
на
р
е
за
н
и
я
вн
ут
р
е
н
н
ей
ре
зь
б
ы
и
ф
р
езер
о
в
ан
ия
ре
зь
б
ы
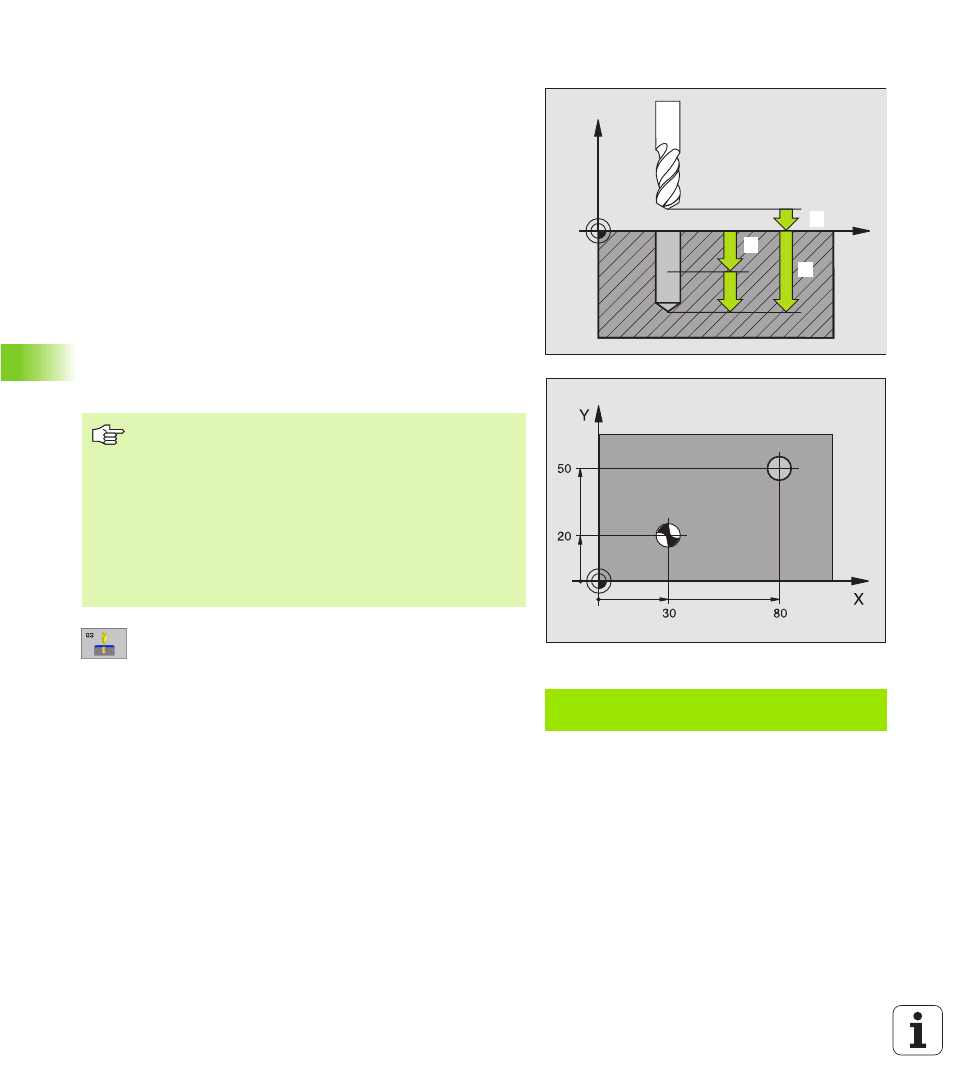
ГЛУБОКОЕ СВЕРЛЕНИЕ (цикл G83)
1 Инструмент сверлит с введённой подачей F от актуальной
позиции до первой глубины подвода
2 Затем УЧПУ отводит инструмент на ускоренном ходе обратно
и снова на первую глубину подвода, уменьшённую на
значение расстояения опережения t.
3 Управление самостоятельно установливает расстояние
опережения:
n
Глубина сверления до 30 мм: t = 0,6 мм
n
Глубина сверления до 30 мм: t = глубина сверления/50
n
Максимальное расстояние опережения: 7 мм
4 Потом инструмент сверлит с введённой подачей F на значение
следующей глубины подвода
5 УЧПУ повторяет эту операцию (1 до 4), пока будет достигнута
заданная глубина сверления
6 На дне отверстия УЧПУ вынимает инструмент, после времени
пребывания для выхода из материала, с ускоренным ходом
обратно на позицию старта
U
U
U
U
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
U
U
U
U
Глубина сверления
2
(инкрементно): Расстояние
поверхности загатовки – дна сверления (вершина
конуса сверла)
U
U
U
U
Глубина подвода
3
(инкрементно): Размер, на
который каждый раз инструмент подводится.
Глубина сверления не объязательно является
многократностью глубины подвода. УЧПУ
перемещаестя одним рабочим ходом на глубину
сверления если:
n
Глубина подвода и глубина равны друг другу
n
Глубина подвода больше глубины сверления
U
U
U
U
Время пребывания в секундах: время, которое
инструмент остается на дне сверления, перед
выходом из материала
U
U
U
U
Подача F: Скорость перемещения инструмента
при сверлении в мм/мин
Пример: ЧУ-запись
N1 0 G8 3 P01 2 P02 -20 P03 - 8 P0 4 0
P05 500 *
X
Z
11
2
3
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
Глубину = 0, то УЧПУ не выполняет цикла.