G85 нарезание резьбы gs, Без уравнивающего патрона – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 256
256
8 Программирование: Циклы
8.
3
Ци
кл
ы
для
св
ер
л
е
н
и
я
,
на
р
е
за
н
и
я
вн
ут
р
е
н
н
ей
ре
зь
б
ы
и
ф
р
езер
о
в
ан
ия
ре
зь
б
ы
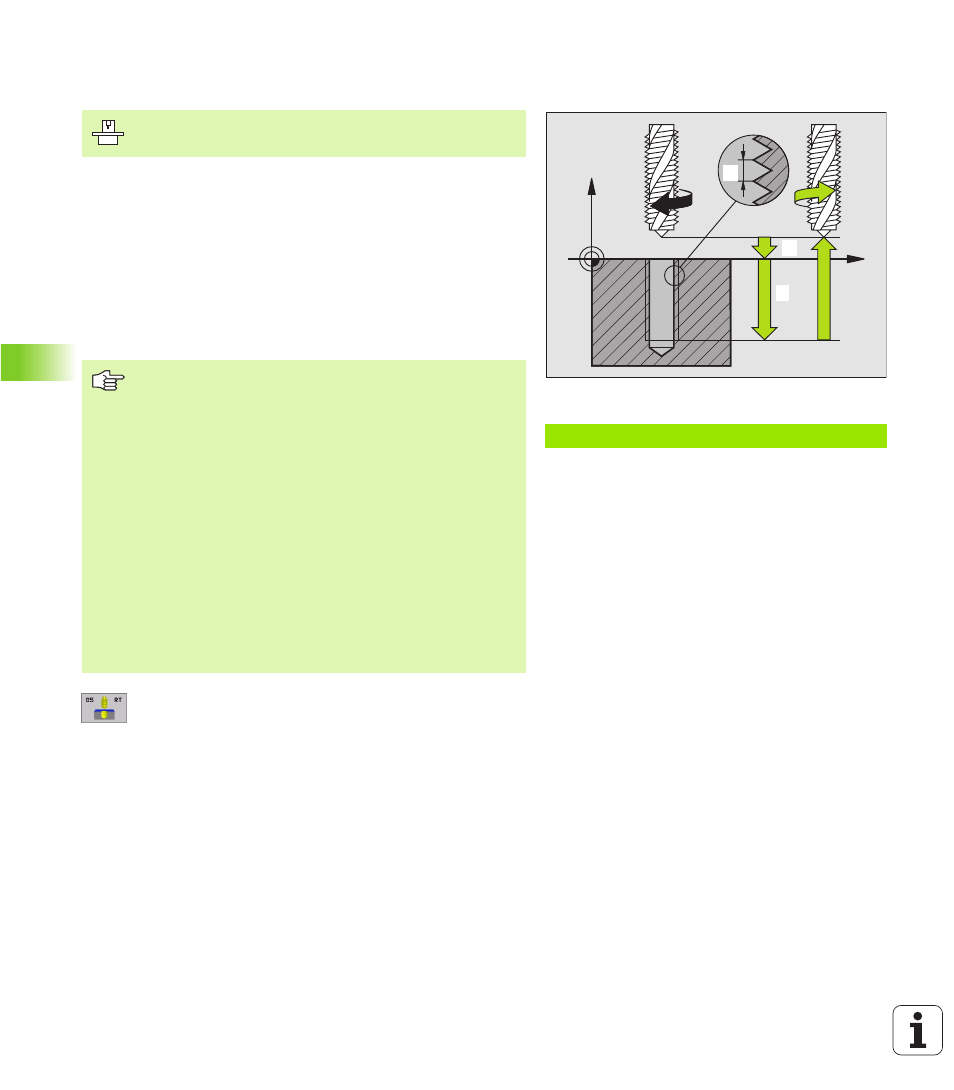
НАРЕЗАНИЕ РЕЗЬБЫ без уравнивающего
патрона GS (цикл G85)
УЧПУ режет резьбу или одним или несколькими рабочими ходами
без патрона выравнивания линейных расширений.
Преимущества по отношении к циклу Нарезание резьбы с
уравнивающим патроном:
n
Более высокая скорость обработки
n
Повторяемость исполнения резьбы, так как шпиндель
установливается при вызове цикла на 0°-позицию (зависит от
параметра станка 7160)
n
Побольше диапазон перемещения оси шпинделя, так как нет
уравнивающего патрона
U
U
U
U
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
U
U
U
U
Глубина сверления
2
(инкрементно): Расстояние
поверхности загатовки – дна сверления
U
U
U
U
Шаг резьбы
3
:
Шаг резьбы. Знак числа определяет правую или
левую резьбу:
+= правая резьба
–= левая резьба
Выход из материала при прервании программы
Если во время нарезания внутренней резьбы нажмите внешнюю
клавишу Стоп (Stop), УЧПУ высвечивает Softkey РУЧНОЙ ВЫХОД
ИЗ МАТЕРИАЛА. Если нажмите РУЧНОЙ ВЫХОД ИЗ
МАТЕРИАЛА, можете вывести инструмент из материала с
управлением. Нажмите для этого положительную клавишу
направления оси активной оси шпинделя.
Пример: ЧУ-запись
N1 8 G8 5 P01 2 P02 -20 P03 + 1 *
X
Z
1111
12
13
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
Программируйте предложение позиционирования в точке
старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).
Знак числа параметра Глубина сверления определяет
направление работы.
УЧПУ рассчитывает подачу в зависимости от частоты
вращения. Если вращаете при нарезании внутренней
резьбы ручкой для Override частоты вращения, то УЧПУ
согласовывает автоматически подачу
Ручка для Override подачи не активная.
В конце цикла шпиндель стоит. Перед следующей
обработкой включите снова шпиндель с M3 (или M4)
повторно включить.