Фрезерование контура (цикл g58/g59), Используется на выбор), G58: по часовой стрелке – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 340: G59: против часовой стрелки
340
8 Программирование: Циклы
8.
6 S
L
-ци
кл
ы
гр
у
п
п
а
I
U
U
U
U
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
U
U
U
U
Глубина фрезерования
2
(инкрементно):
Расстояние поверхности загатовки – дна кармана
U
U
U
U
Глубина подвода
3
(инкрементно): Размер, на
который каждый раз инструмент подводится.
Глубина фрезерования не объязательно является
многократностью глубины подвода. УЧПУ переме-
щаестя одним рабочим ходом на глубину если:
n
Глубина подвода и глубина равны друг другу
n
Глубина подвода больше глубины сверления
U
U
U
U
Подача на глубину: Подача на глубину в мм/мин)
U
U
U
U
Припуск на чистовую обработку: Припуск на
плоскости обработки
U
U
U
U
Угол протягивания: Направление движения
протягивания. Угол протягивания относится к
главной оси плоскости обработки. Так ввести угол,
чтобы возникали по возможности длинные
проходы резания
U
U
U
U
Подача: Подача фрезерования вмм/мин)
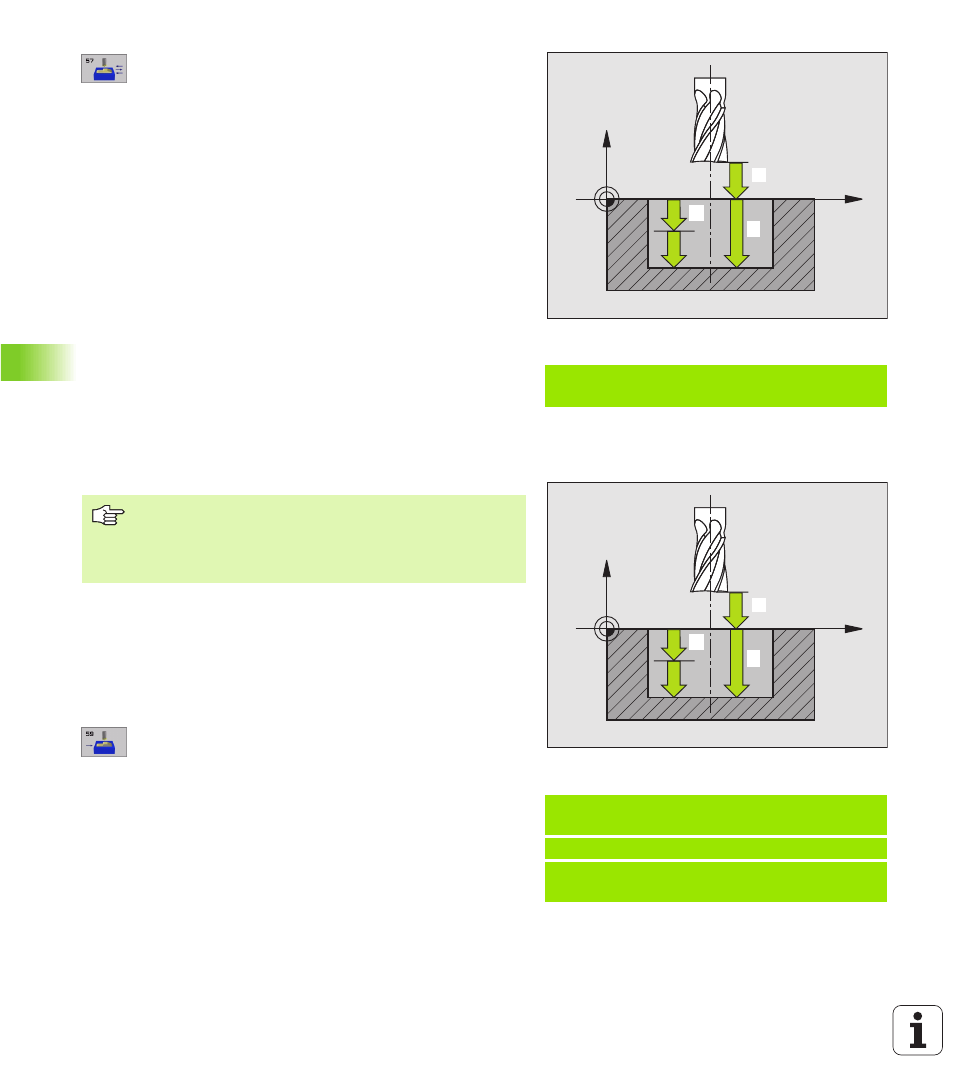
ФРЕЗЕРОВАНИЕ КОНТУРА (цикл G58/G59)
Применение
Цикл G58/G59 ФРЕЗЕРОВАНИЕ КОНТУРА служит чистовой
обработке кармана контура.
Направление вращения при фрезеровании контура:
n
По часовой стрелке: G58
n
Против часовой стрелки: G59
U
U
U
U
Безопасное расстояние
1
(инкрементно):
Расстояние вершины инструмента (положение
пуска) – поверхность загатовки
U
U
U
U
Глубина фрезерования
2
(инкрементно):
Расстояние поверхности загатовки – дна кармана
U
U
U
U
Глубина подвода
3
(инкрементно): Размер, на
который каждый раз инструмент подводится.
Глубина фрезерования не объязательно является
многократностью глубины подвода. УЧПУ переме-
щаестя одним рабочим ходом на глубину если:
n
Глубина подвода и глубина равны друг другу
n
Глубина подвода больше глубины сверления
U
U
U
U
Подача на глубину: Подача на глубину в мм/мин)
U
U
U
U
Подача: Подача фрезерования вмм/мин)
Пример: ЧУ-запись
N5 4 G5 7 P01 2 P02 -15 P03 5 P04 25 0
P0 5 +0,5 P06 +30 P07 5 00 *
X
Z
11
12
13
Пример: ЧУ-блоки
N5 4 G5 8 P01 2 P02 -15 P03 5 P04 25 0
P0 5 500 *
...
N7 1 G5 9 P01 2 P02 -15 P03 5 P04 25 0
P0 5 500 *
X
Z
11
12
13
Обратите внимание перед программированием
Программировать предложение позиционирования на
точку старта по оси шпинделя (безопасное расстояние
над поверхностью загатовки).