1 движения инструмента – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 168
168
6 Программирование: программирование контуров
6.
1
Д
виж
ен
ия
ин
стр
у
мен
та
6.1 Движения инструмента
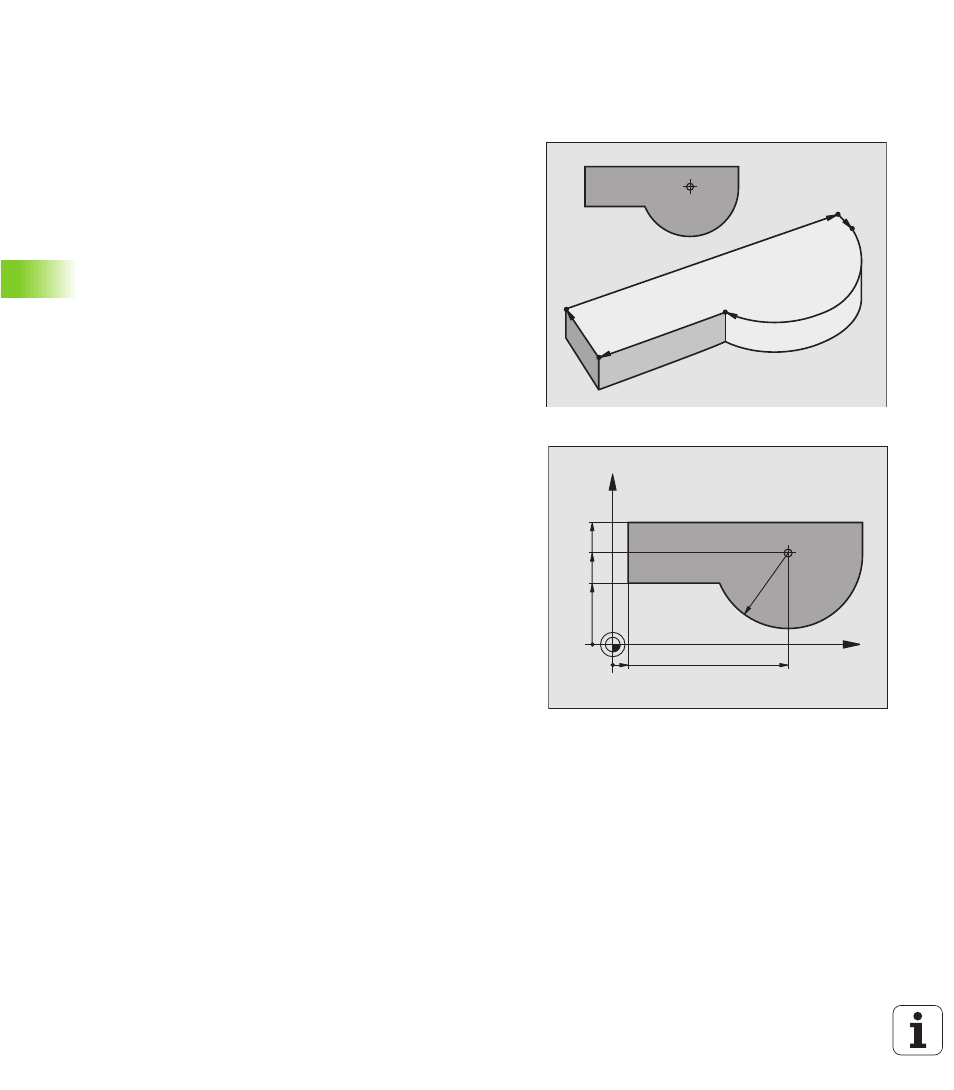
Функции траектории
Контур загатовки состоит обычно из нескольких элементов
контура, как прямые и дуги окружности. С помощью функции
траектории программируете движения инструмента для прямых
и дуг окружности.
Дополнительные функции M
С помощью дополнительных функций УЧПУ управляете
n
прогоном программы, нпр. перерывом в прогоне программы
n
функциями станка, как включение и выключение оборотов
шпинделя и СОЖ
n
поведением инструмента на траектории
Подпрограммы и повторения части
программы
Повторяющиеся шаги обработки вводите только один раз как
подпрограмму или повторение части программы. Если хотите
выполнить часть программы только в определённых условиях, то
назначите эти шаги программы как подпрограмму. Дополнительно
может программа обработки вызвать другую программу
обработки и выполнить её.
Программирование подпрограмм и повторений части программы
описано в главе 9.
Программирование с помощью Q-параметров
В программе обработки находятся параметры Q вместо числовых
значений: В другом месте параметру Q присвоивается числовое
значение. С помощью Q-параметров можете программировать
математические функции, управляющие прогоном программы
или описывающие контур.
Кроме того можете с помощью Q-параметр-программирования
проводить измерения во время прогона программы, используя
3D-импульсную систему.
Программирование с помощью Q-параметров описано в главе 10.
G01
G01
CC
G02
G01
X
Y
R4
0
115=I
10
80
60=J
40