Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 185
HEIDENHAIN TNC iTNC 530
185
6.
4
Д
виж
ен
и
я
по
тра
ек
тори
и
–
п
р
я
м
о
у
го
л
ь
ны
е
к
оор
д
и
н
аты
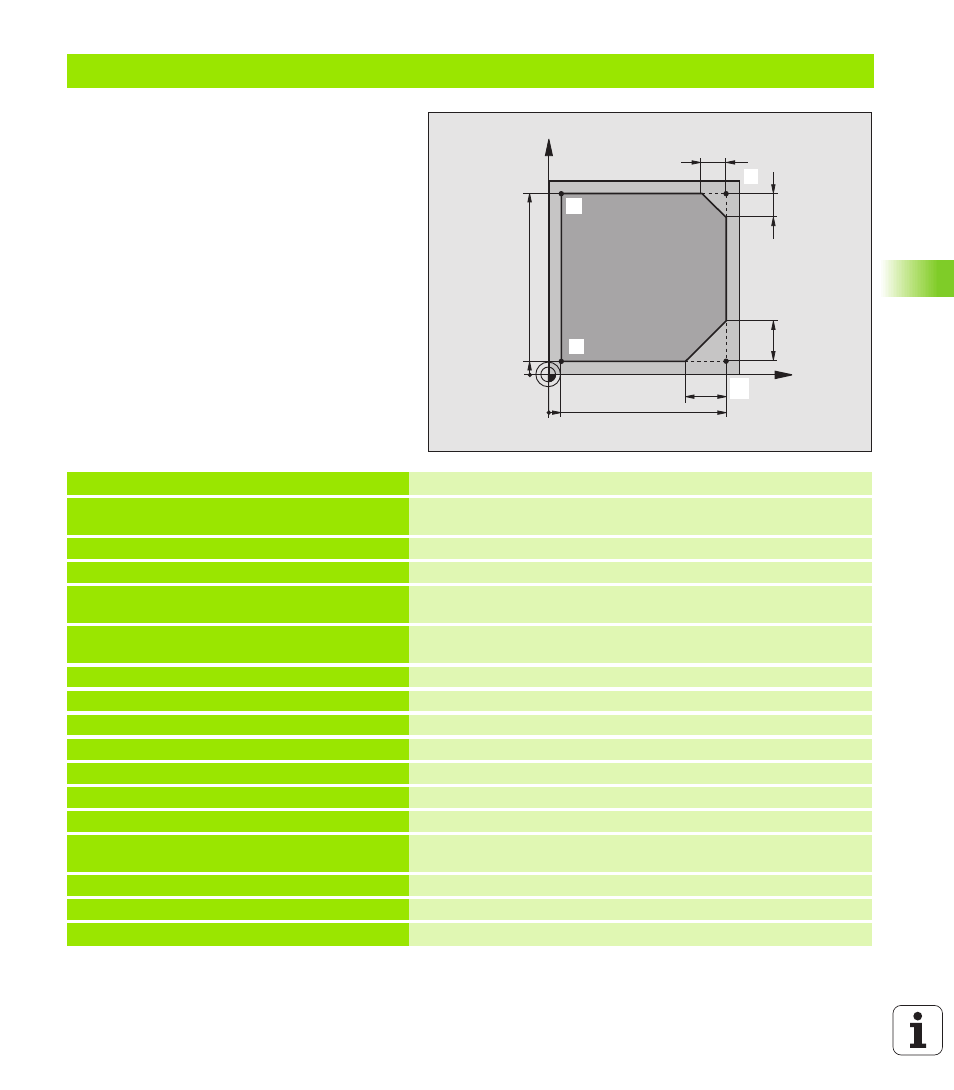
Пример: Пример: движения прямых и фаски картезиански
%LINEAR G71 *
N10 G30 G17 X+0 Y+ 0 Z- 20 *
Дефиниция загатовки для графического моделирования
обработки
N20 G31 G90 X+10 0 Y+100 Z+0 *
N30 G99 T1 L+0 R+10 *
Дефиниция инструмента в программе
N40 T1 G17 S 4000 *
Вызов инструмента с осью шпинделя и частотой вращения
шпинделя
N50 G00 G40 G90 Z+250 *
Свободное перемещение инструмента по оси шпинделя на
ускоренном ходе
N60 X-10 Y-10 *
Предпозиционирование инструмента
N70 G01 Z- 5 F1 000 M3 *
Перемещение на глубину обработки с подачей F = 1000 мм/мин
N80 G01 G41 X+5 Y+ 5 F30 0 *
Подвод к контуру в точке 1, активировать коррекцию радиуса G41
N90 G26 R5 F150 *
Тангенциальный подвод
N100 Y+95 *
Наезд точки 2
N11 0 X+95 *
Точка 3: первая прямая для угла 3
N120 G24 R10 *
Программировать фаску длиной 10 мм
N130 Y+5 *
Точка 4: Точка 4: вторая прямая для угла 3, первая прямая для
угла 4
N140 G24 R20 *
Программировать фаску длиной 20 мм
N150 X+5 *
Наезд последней точки контура 1, вторая прямая для угла 4
N160 G27 R5 F500 *
Тангенциальный отвод
X
Y
95
5
95
5
10
10
20
20
1
1
1
2
13
1
4