Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 283
HEIDENHAIN iTNC 530
283
8.
3
Ци
кл
ы
для
св
ер
л
е
н
и
я
,
на
р
е
за
н
и
я
вн
ут
р
е
н
н
ей
ре
зь
б
ы
и
ф
р
езер
о
в
ан
ия
ре
зь
б
ы
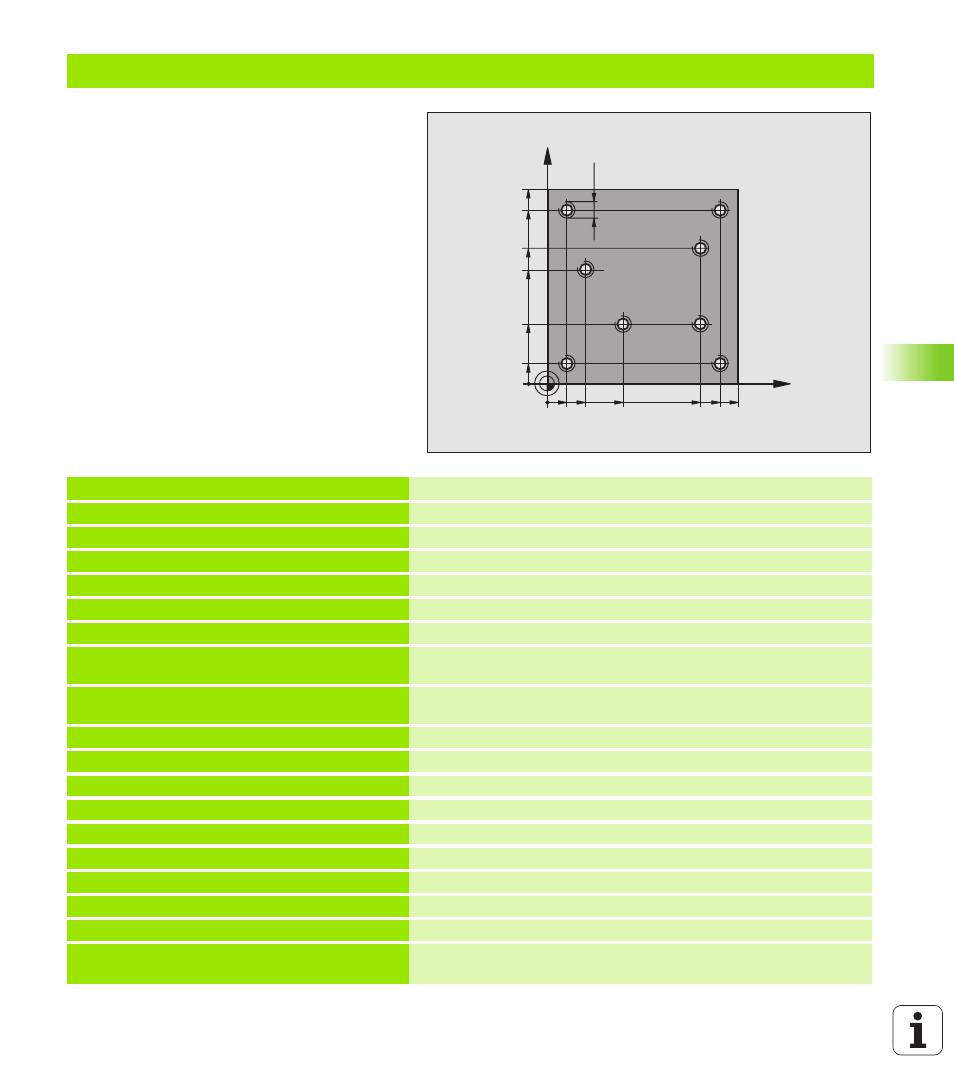
Пример: Циклы сверления в соединении с таблицой точек
Координаты сверления сохраняются в
таблицы точек TAB1.PNT и вызываются УЧПУ
с G79 PAT.
Радиусы инструментоы так избранны, что все
рабочие шаги видны в графике теста.
Прогон программы
n
Центрирование
n
Сверление
n
Нарезание внутренней резьбы
%1 G71 *
N10 G30 G17 X+0 Y+ 0 Z- 20 *
Дефиниция загатовки
N20 G31 X+10 0 Y+100 Z+0 *
N30 G99 1 L+ 0 R+ 4 *
Определение инструмента центровое сверло
N40 G99 2 L+ 0 R+ 2.4 *
Определение инструмента сверло
N50 G99 3 L+ 0 R+ 3 *
Определение инструмента резбонарезатель
N60 T1 G17 S 5000 *
Вызов инструмента центровое сверло
N70 G01 G40 Z+10 F5000 *
Перемещение инструмента на безопасную высоту (F
программировать со значением,
УЧПУ позиционирует после каждого цикла на безопасную
высоту)
N80 %:PAT: " TAB1" *
Определение таблицы точек
N90 G200 СВЕРЛЕНИЕ
Определение цикла Центрирование
Q2 00=2
;БЕЗОПАСНОЕ РАССТОЯНИЕ
Q2 01=- 2
;ГЛ УБИНА
Q2 06=150 ;F ПОД АЧА НА ГЛ УБИНУ
Q2 02=2
;ГЛ УБИНА ПОД ВОДА
Q2 10=0
;F - ВРЕМЯ .НА ВЕРХУ
Q2 03=+ 0
;КООРД .ПОВЕРХН.
Объязательно ввести 0, действует из таблицы точек
Q2 04=0
;2 . БЕЗ.РАССТОЯНИЕ
Объязательно ввести 0, действует из таблицы точек
Q2 11= 0.2 ;ВРЕМ Я ПРЕБЫВАНИЯ
ВНИЗУ
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6