Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 416
Advertising
416
9 Программирование: подпрограммы и повторения части программы
9.
6
Пр
и
м
е
р
ы
п
р
ог
ра
м
миров
а
н
ия
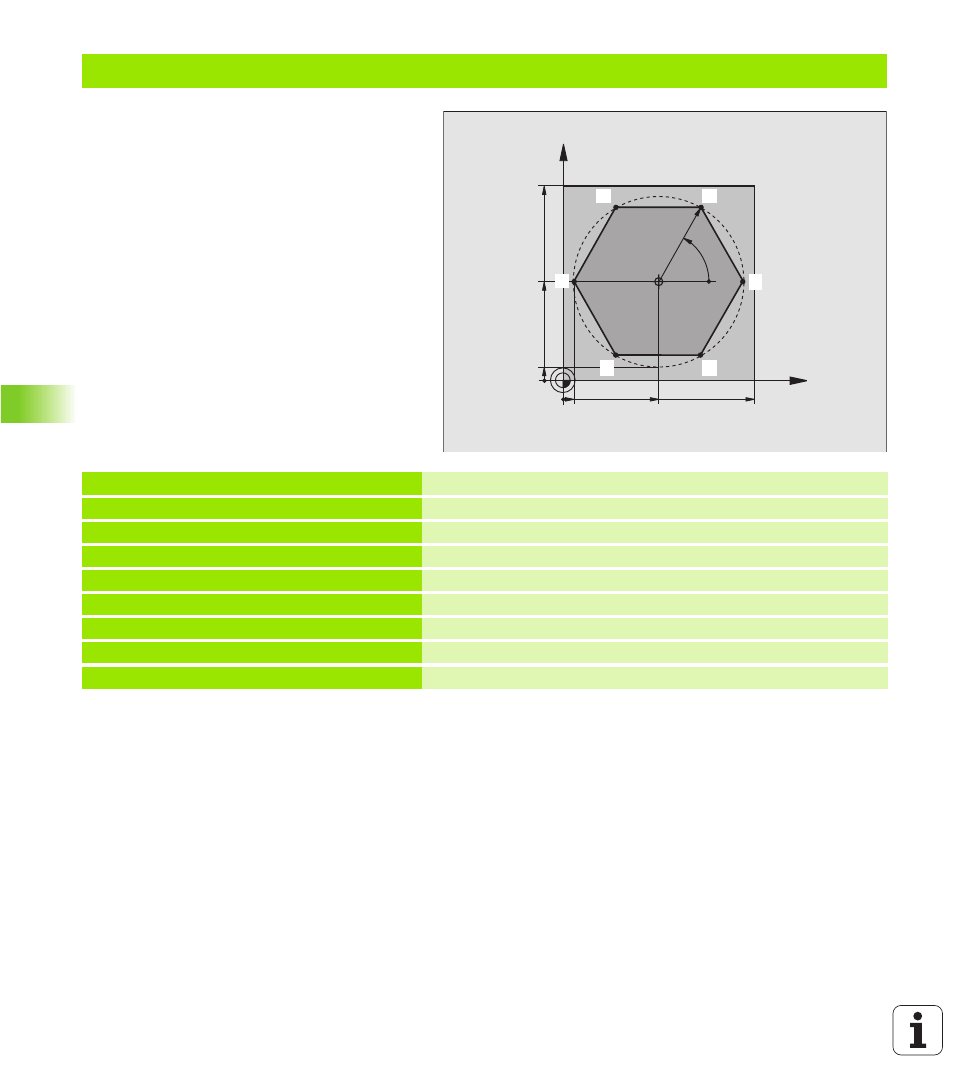
Пример: Пример: фрезерование контура с несколькими подводами
Прогон программы
n
Предпозиционировать инструмент на
верхнюю грань загатовки
n
Ввести подвод с приращением
n
Фрезерование контура
n
Повторение подвода и фрезерования
контура
%PGMWDH G71 *
N10 G30 G17 X +0 Y+0 Z-40 *
N20 G31 G90 X +100 Y+1 00 Z+ 0 *
N30 G99 T1 L+0 R+ 7,5 *
Определение инструмента
N40 T1 G17 S4000 *
Вызов инструмента
N50 G00 G40 G9 0 Z+2 50 *
Свободный ход инструмента
N60 I+ 50 J+50 *
Установить полюс
N70 G10 R+60 H+180 *
Предпозиционирование плоскость обработки
N80 G01 Z+0 F1000 M 3 *
Предпозиционировать на верхнюю грань загатовки
X
Y
50
100
50
I,J
5
100
R
4
5
60°
5
1
1
1
2
13
1
4
15
1
6
Advertising