Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 400
400
8 Программирование: Циклы
8.
1
0
Ци
к
л
ы
для
пе
р
е
сч
ё
та
к
о
орд
ин
а
т
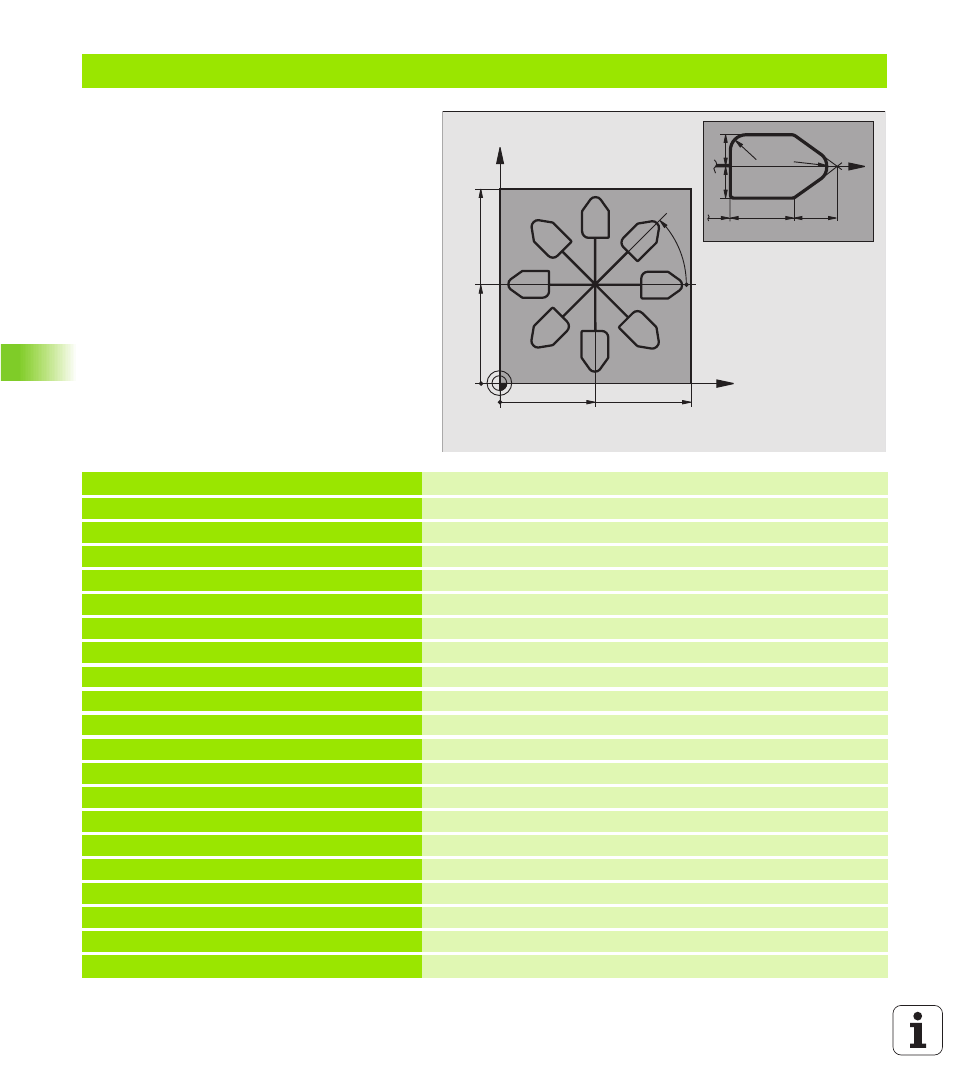
Пример: Циклы пересчета координат
Прогон программы
n
Пересчёты координат в главной
программе
n
Обработка в подпрограмме, смотри
%KOUM R G71 *
N10 G30 G17 X +0 Y+0 Z-20 *
Дефиниция загатовки
N20 G31 G90 X +130 Y+1 30 Z+ 0 *
N30 G99 T1 L+0 R+ 1 *
Определение инструмента
N40 T1 G17 S4500 *
Вызов инструмента
N50 G00 G40 G9 0 Z+2 50 *
Свободный ход инструмента
N60 G54 X+ 65 Y+65 *
Перемещение нулевой точки в центр
N70 L1,0 *
Вызов обработки фрезерованием
N80 G98 L10 *
Установка метки для повторения части программы
N90 G73 G91 H+45 *
Поворот на 45° инкрементно
N100 L1,0 *
Вызов обработки фрезерованием
N110 L10,6 *
Возврат к LBL 10; в общем шесть раз
N120 G7 3 G9 0 H+0 *
Сброс поворота
N130 G5 4 X+0 Y+0 *
Сброс перемещения нулевой точки
N140 G0 0 Z+2 50 M2 *
Свободный ход инструмента, конец программы
N150 G9 8 L1 *
Подпрограмма 1:
N160 G0 0 G4 0 X+0 Y+0 *
Определение обработки фрезерованием
N170 Z+2 M 3 *
N180 G0 1 Z-5 F200 *
N190 G4 1 X+30 *
N200 G9 1 Y+10 *
X
Y
65
65
130
130
45°
X
20
30
10
R
5
R5
10
10