Фрезерование пазов, 7 s l -цик л ы гр у ппа ii – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 355
HEIDENHAIN iTNC 530
355
8.
7 S
L
-цик
л
ы
гр
у
ппа
II
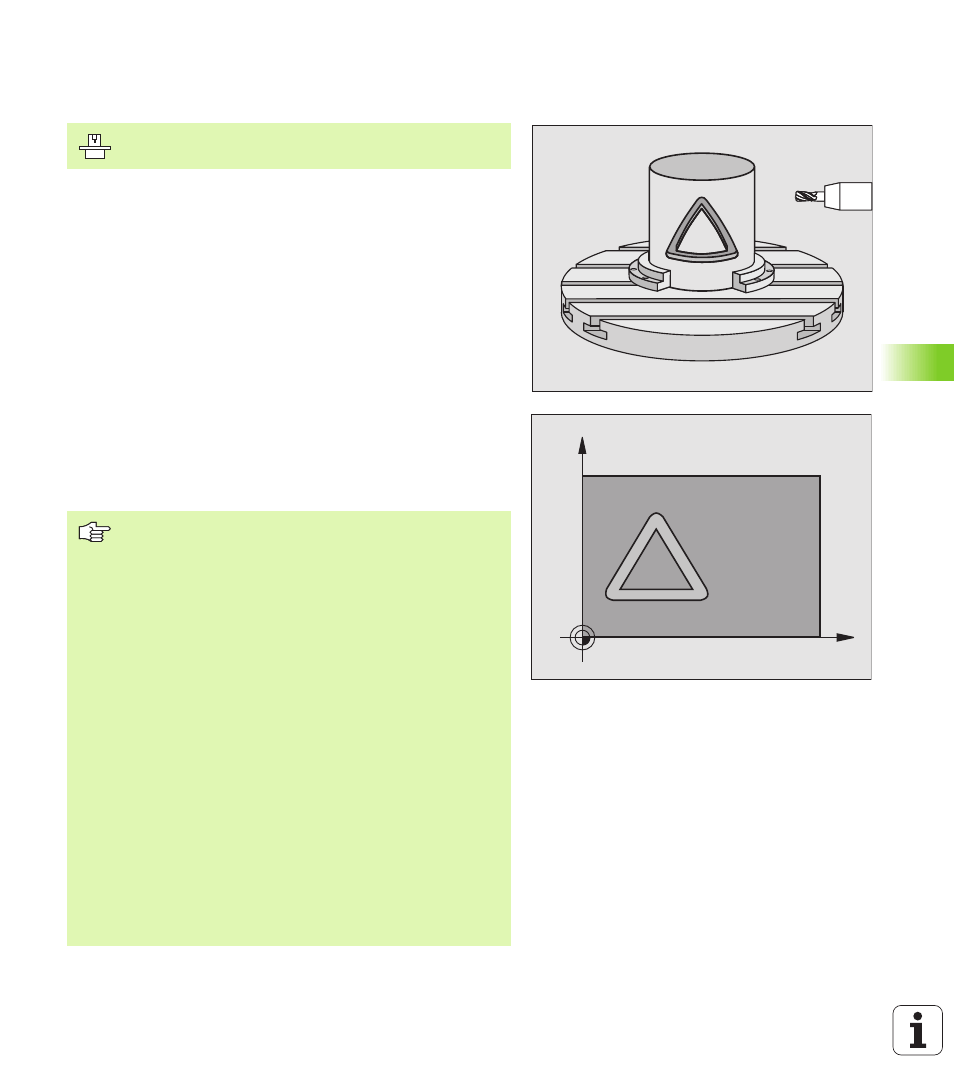
ОБОЛОЧКА ЦИЛИНДРА фрезерование
канавок (цикл G128, ПО-опция 1)
С помощью этого цикла можете определённый на развёртке
направляющий паз перенести на оболочку цилиндра. В отличие
от цикла G127, УЧПУ так установливает инструмент в этом цикле,
что стенки пробегают всегда паралелльно друг к другу при
активной коррекции радиуса. Программируйте траекторию центра
контура с указанием коррекции радиуса инструмента. C помощью
коррекции радиуса определяете, изготовляет ли УЧПУ паз
попутно или поперечно:
1 УЧПУ позиционирует инструмент над пунктом врезания
2 На первой глубине подвода инструмент фрезерует вдоль
стенки паза с рабочей подачей Q12; при этом учитывается
припуск на чистовую обработку со стороны
3 В конце контура УЧПУ смещает инструмент на
противолежащую стенку паза и перемещается обратно к точке
врезания
4 Эти шаги 2 до 3 повторяются, пока будет достигнута
программированная глубина фрезерования Q1
5 Затем инструмент перемещается на безопасное расстояние
C
Z
Станок и УЧПУ должны быть подготовлены
производителем станков.
Обратите внимание перед программированием
Память для SL-цикла ограничена. Можете в одном SL-
цикле программировать нпр. максимально 1024
предложений прямых.
Знак числа параметра цикла Глубина определяет
направление обработки. Если программируете
Глубину = 0, то УЧПУ не выполняет цикла.
Использовать фрезу с режущим по середине
торцовым зубом (ДИН 844).
Цилиндр должен быть закреплённым соосно на
поворотном столе.
Ось шпинделя должна пробегать перпендикулярно к
оси поворотного стола. Если такое не имеет места, то
УЧПУ выдаёт сообщение об ошибках.
Этот цикл можете выполнить также при наклонённой
плоскости обработки.
УЧПУ проверяет, лежит в пределах индикации оси
вращения корригированная или некорригированная
траектория инструмента (установлено в параметре
станка 810.x). В случае сообщения об ошибках
“Ошибка программирования контура” установить тогда
MP 810.x = 0.