Фрезерование резьбы (цикл g262), G262 фрезерование резьбы, Цикл для фрезерования резьбы в – Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 264: Предрассверлённый материал
264
8 Программирование: Циклы
8.
3
Ци
кл
ы
для
св
ер
л
е
н
и
я
,
на
р
е
за
н
и
я
вн
ут
р
е
н
н
ей
ре
зь
б
ы
и
ф
р
езер
о
в
ан
ия
ре
зь
б
ы
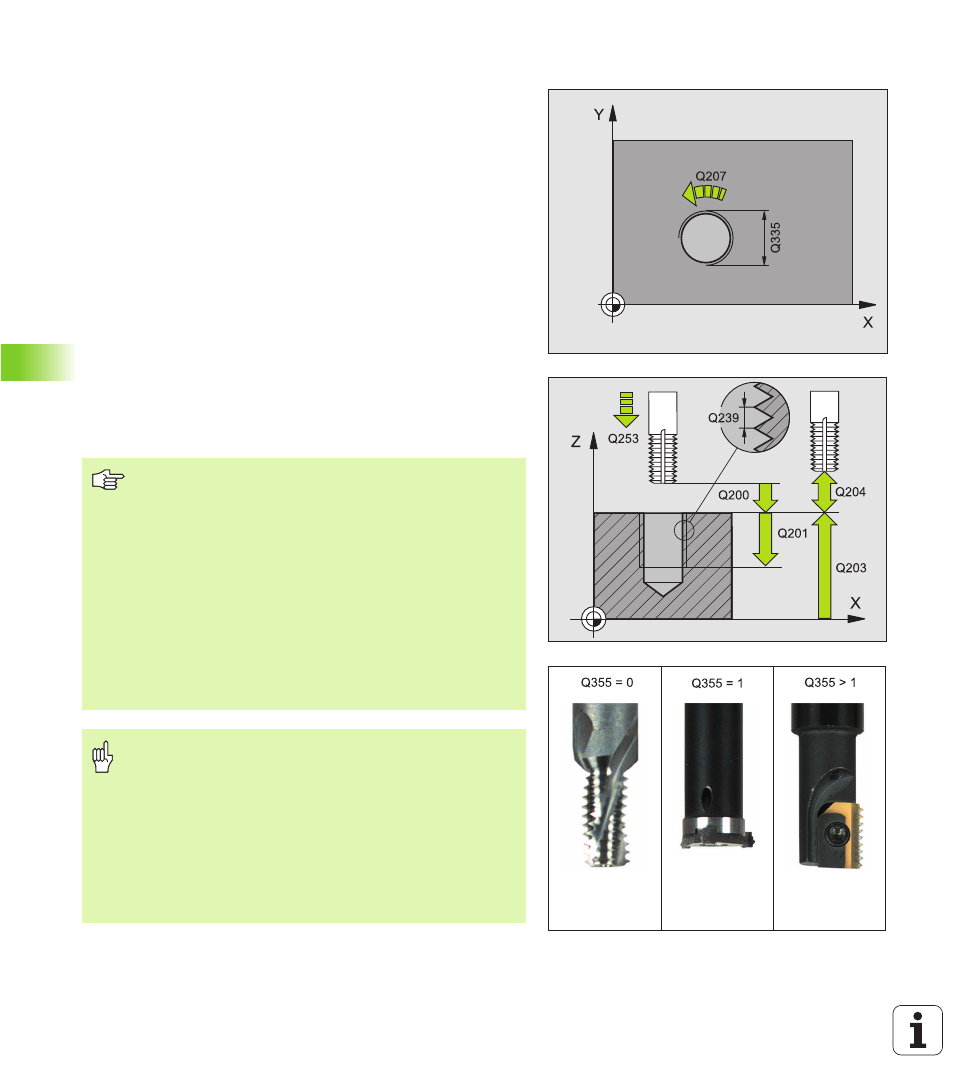
ФРЕЗЕРОВАНИЕ РЕЗЬБЫ (цикл G262)
1 УЧПУ позиционирует инструмент по оси шпинделя на
ускоренном ходе на введенное безопасное расстояние над
поверхностью загатовки
2 Инструмент перемещается с программированной подачей
предпозиционирования на плоскость старта, возникающей из
знака числа шага резьбы, вида фрезерования и количества
проходов для дополнительной обработки (зачистки)
3 Затем инструмент перемещается тангенциально Helix-
движением к номинальному диаметру резьбы При этом перед
перемещением по винтовой линии выполняется на оси
инструментов еще одно выравнивающее перемещение, чтобы
начать траекторию резьбы на программированной плоскости
4 В зависимости от параметра Дополнительная обработка
инструмент фрезерует резьбу одним, несколькими
смещенными движениями по винтовой линии или одним
непрерывным движением по винтовой линии
5 Потом инструмент перемещается назад тангенциально от
контура к точке старта на плоскости обработки
6 В конце цикла УЧПУ перемещает инструмент на ускоренном
ходу на безопасное расстояние или – если введено – на 2-ое
безопасное расстояние
Обратите внимание перед программированием
Программируйте предложение позиционирования в
точке старта (центр отверстия) плосткости обработки с
коррекцией радиуса G40.
Знак числа параметра цикла Глубина резьбы
определяет направление обработки. Если
программируете Глубина резьбы = 0, то УЧПУ не
выполняет цикла.
Перемещение подвода к номинальному диаметру
резьбы выполняется по полукругу, начиная с центра.
Если диаметр инструмента 4 раза меньше чем шага
резьбы номинального диаметра резьбы, то
выполняется боковое предпозиционирование.
С помощью параметра станка 7441 бит 2
настроиваете, должно ли УЧПУ выдавать сообщение
об ошибках при вводе положительной глубины (бит
2=1) или нет (бит 2=0).
Внимание опасность столкновения!
Учтите, что УЧПУ при положительно введенной
глубине реверсирует рассчет предпозиции.
Инструмент перемещается на оси инструментов на
ускоренном ходе на безопасное расстояние под
поверхность обрабатываемой детали!