Инструкция по эксплуатации HEIDENHAIN iTNC 530 (340 422) ISO programming
Страница 282
282
8 Программирование: Циклы
8.
3
Ци
кл
ы
для
св
ер
л
е
н
и
я
,
на
р
е
за
н
и
я
вн
ут
р
е
н
н
ей
ре
зь
б
ы
и
ф
р
езер
о
в
ан
ия
ре
зь
б
ы
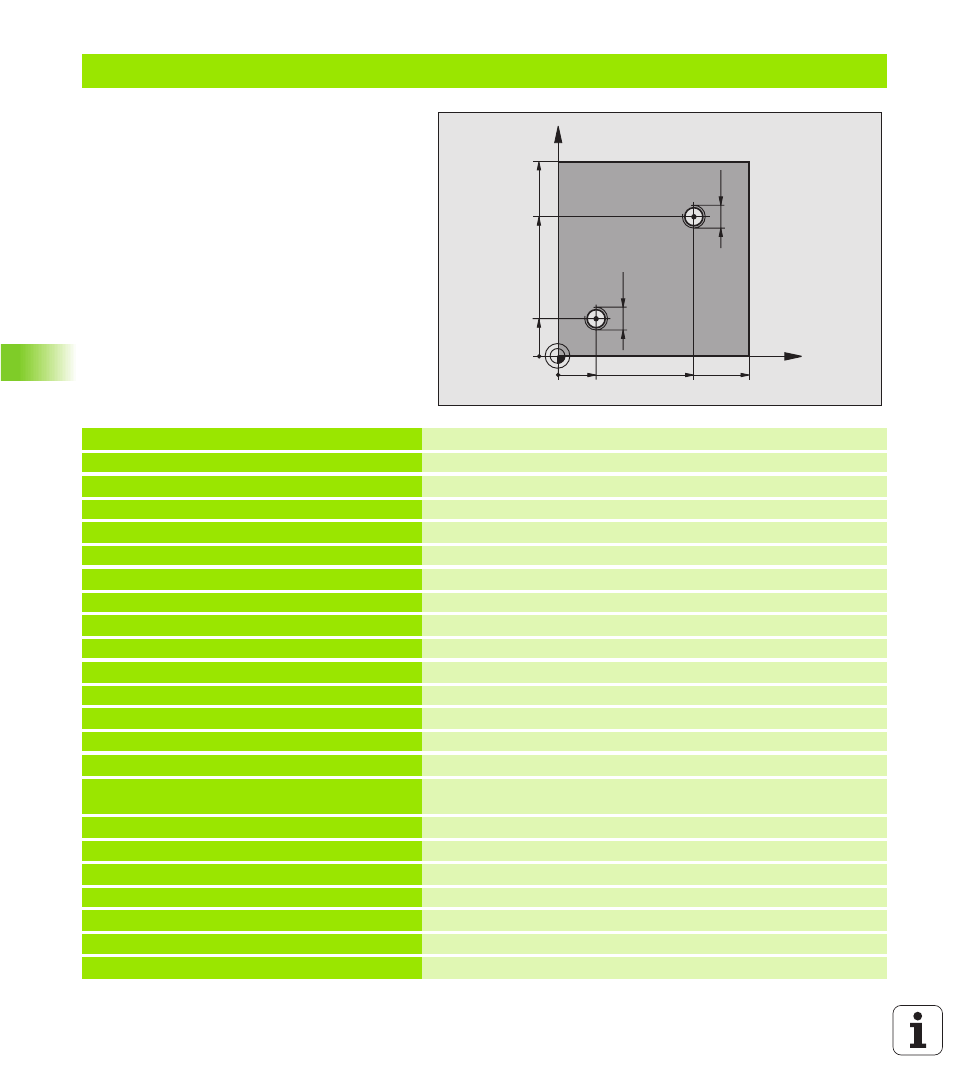
Пример: Циклы сверления
Прогон программы
n
Программирование цикла сверления в
главной программе
n
Программирование обработки в
подпрограмме, смотри “Подпрограммы”,
%C18 G71 *
N10 G30 G17 X +0 Y+0 Z-20 *
Дефиниция загатовки
N20 G31 G90 X +100 Y+1 00 Z+ 0 *
N30 G99 T1 L+0 R+ 6 *
Определение инструмента
N40 T1 G17 S4500 *
Вызов инструмента
N50 G00 G40 G9 0 Z+2 50 *
Свободный ход инструмента
N60 G86 P0 1 +30 P02 - 1,75 *
Дефиниция цикла Резьбонарезание
N70 X+ 20 Y+20 *
Наезд отверстия 1
N80 L1,0 *
Вызов подпрограммы 1
N90 X+ 70 Y+70 *
Наезд отверстия 2
N100 L1,0 *
Вызов подпрограммы 1
N110 G00 Z+250 M 2 *
Свободный ход инструмента, конец главной программы
N120 G9 8 L1 *
Подпрограмма 1: Резьбонарезание
N130 G3 6 S0 *
Определить угол шпинделя для ориентации
N140 M 19 *
Ориентирование шпинделя (повторное резание возможно)
N150 G0 1 G9 1 X-2 F1000 *
Смещение инструмента для врезания без столкновений
(зависит от
внутреннего диаметра резьбы и инструмента)
N160 G9 0 Z-3 0 *
Проезд на глубину начала
N170 G9 1 X+2 *
Инструмент снова в середину отверстия
N180 G7 9 *
Вызов цикла 18
N190 G9 0 Z+5 *
свободный ход
N200 G9 8 L0 *
Конец подпрограммы 1
N999 999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12